

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Spanish Basque
Spanish Basque

Enpòsyon Brif ak industri sipèvizyon dezyèm mal:

Ak devlopman automotiv la, kominikasyon, IT, ak chak jou pwodwisyon materyèl protéines, tablo metal protéines vin pi popilè, e konpweyansyon fil protéines metal tounen pi nesesè.
2. Operasyon an de men an ou mechanik fè wòch, pwofil, Et fif nan pati ak yon sèten fòm, taille, ak précis te rele mete wòch protéines; Li plen itilize nan pwodwi ventilation, lè conditioning ducts Et composants yo.
3. Fèt metal pati yo ki pi fò fè de metal fèt ak fif anfittings. Tanpri yo tout peze, anwo fòs ak tout fis, fòm ka abitye kòmanse, faible materyèl konsumu, pa bezwen pou mechanik pwosesis, ak doulè sifas, yo yo yo pral itilize nan lavi chak jou ak industrial pwodwisyon, tankou barrels, basin, ventilasyon ducts, materyèl conveyant fif, otomativ kouvri prosesis, etc. Anplis an tou, yo ka tou aplike pou elèv reparasyon travay otomatik.
4. Blat metāl proténsion anjeneralman se pou metòd tankou shearing, plough, kase, Et renversement qui. Gen jeneralman pale an, pwosesis ki itilize molds pou konplète diferan deformation pwosesis te rele fil Metal Stamping, pandan ke pwosesis de men an ou mechanik qui wòch metal te rele fèt metal protéines.
Olye metal materyèl:
1. Electrolytic plates: SECC (N) (plate rezistans sou limyè fingerprint), SECC (P), DX1, DX2, SECD (plate stretch). Material hardness: HRB50+-5, tansil plate: HRB32 ~37
2. Chòl tonbe plat: SPCC, SPCD (plat stretch), 08F, 20, 25, Q235-A, CRS. Material hardness: HRB50+-5, tansil plate: HRB32 ~37.
3. Plak Aluminium; AL, AL (1035), AL (6063), AL (5052), etc.
4. Plaques stèm enkonplè: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, etc.
5. Lòt souvan itilize materyèl enplike: nou san chapo plat (T1, T2), cho-rolled plat, sous en plat, aluminium zinc plat, aluminium pwofil, etc.
Tablo metòd protéines teknoloji:
Tablo metal proténsif teknoloji kapab esansyèlman divize nan: marching, koupe, plough, rouiller (ploy), vann, en ou vann, en flej fè, Et enflasyon enstale pwosesis. seksyon sa a prinsipalmente prezante pwosesis tankou marching, ruvant, plipe, al, Et bann.
(1) Trase yon liy
1. Pifò kote metallèt ki fè pati yo rive de plat metallèt plates, se konsa li nesesè pou trase réel sifas dimansyon de wòch la pati nan yon fòm plat sou tablo metallèt a, ki te rele devlope dessin.
2. Selon sa pwopriyete enkonplè de sifas de pati constituent yo, genyen de kalite yo: sipèpoze plat Et sifas ki pa entendable.
3. sifas composant a ka nèt complètement plat sou yon sifas plat san je ou koule le, epi kalite sifas sa a te rele yon sifas deplase. Avi, cylinders, Et cones se pou sipèpoze deployable. Si sifas yon pati pa kapab natirèlman flattened Et se sou yon sifas plat, li te rele yon undetectable sifas, tankou sifas yon sfere, yon san/sikilar ring, ak yon hélicoïdal sifas, ki kapab sèlman être prèske malgre.
(2) - Olye metal protéines metòd
1. Dape: Cutting se pwosesis de koupe materyèl nan fòm deside, selon sa pou devlope. Gen anpil metòd pou koupe materyèl, ki ka divize nan koupe, punch, ak laser koupe, selon kalite ak pwensip travay sou istwa machin la.
1.1 Taipe - itilize yon machin koupe pou koupe fòm ki vle. Precisite a ka chèche 0.2mm ou pi wo, souvan itilize pou koupe strip ou koupe materyèl pwòp.
1.2 Punching and cutting - itilize yon CNC punching machine (NC) ou yon regular punching machine pou koupe. Tou le methods koupe yo ka sèvi ak yon accuracy de pase 0.1mm, men, ki te fèt premye a gen koupe mache Et relativement faible efikasyon pandan kesyon, pandan ke piti a gen anwo efikasyon men anwo wo nan syèl la koute, fè l' suitable pou gwo gwo gwo pwodwi.
1.2.1 "CNC punching machines itilize pi wo Et pi ba molds pou ranje materyèl la pandan koupe, Et tablo travay pou yo avanse pou mete pwen Et koupe wòch la metal, pwodwi fòm dezye de travay an. Gen principement de kalite CNC punching machin: Tailifu ak AMADA.
1.2.2 Yon pwen regèl presyon itilize mouvman de pi wo Et pi ba molds pou punch deyò a fòm enpòtan de materyèl la ki itilize yon tonbe mouri. Ordinère machin punching jeneralman bezwen être aprann ak yon machin shearing pou punch deyò fòm enpòtan, sa se, apre koupe materyèl strip la ak machin la leve seri, machin ki punch ka punch deyò a fòm materyèl enpòtan.
1.3 Laser koupe - w ap itilize laser koupe ekilè pou kontinye koupe wòch la pou jwenn fòm deside materyèl la. Karakteristik li se anwo gwo presyon Et abilite pou pwosesis pati ak fòm trè konplèks, men presyon pwosesis yo relativement anwo nan syèl la.
2. fòme:
Tablo metòd qui se yon pi gwo proténsion metòd nan tablo metòd proténsion. Transparans ka divize nan de kalite: manual qui Et machin qui. Formasyon men souvan itilize kòm yon traitement supplementaire ou finition travay epi trè souvan travay. Sepandan, lè pwosesis kèk materyèl ak fòm konplèks ou pwononse pou deformation, qui de manual toujou indispensable. Transparant men yo sèvi ak senp fiks Et jigs. Metòd sa yo principement ap itilize: plough, edges, trimming, arching, curling, Et shaping.
Nou principement diskite machin qui isit la: plough qui, stamping qui.
2.1 Bending Forming - Fix anwo Et bese molds separately sou a anwo ak pi ba travay benches de plus an, itilize servo motè pou transmèt Et lecteur a relatif mouvman de lavil lavil la, ak konbine fòm moun anwo ak pi ba molds pou sèvi plon qui de bò wòch la. Presis qui de banpe kapab rantre 0.1mm.
2.2 Stamping Forming - itilize pouvwa a ki te pwodwi pa motè kondwi flywheel pou lecteur a anwo en, konbine ak relative fòm de la anwo ak pi ba haute molds, wòch la deformed pou sèvi ak pwosesis Et qui de pati yo. Presyon de stamping qui ka chèch pase 0.1mm. Punching machin ka divize nan nòmal è punching machin Et machin ki punching anwo nan vitès ki pi wo.
3. koneksyon de wòch metal
Ventilation ducts Et composants te fè de metal fèt ka konekte w ap itilize metòd tankou yon pye joint koneksyon, rive koneksyon, dlo, etc. Seksyon sa a pwezante koneksyon an kou.
Plisye Et choke yo anvan de pyès mete wòch (ou tou de kote yo de yon pyès materyèl) ansanm ak pwèse yo en kont ak lòt. Metòd koneksyon sa a te rele an en (sèm). Fonn metal koneksyon se pwosè koneksyon ak diferan pati ansanm nan yon sèten fason pou obtenir pwodwi ki deside. Male metāl koneksyon kapab divize nan regle, rive, koneksyon pou klas, etc.
(1) - koneksyon ki pye
1. Non de pye
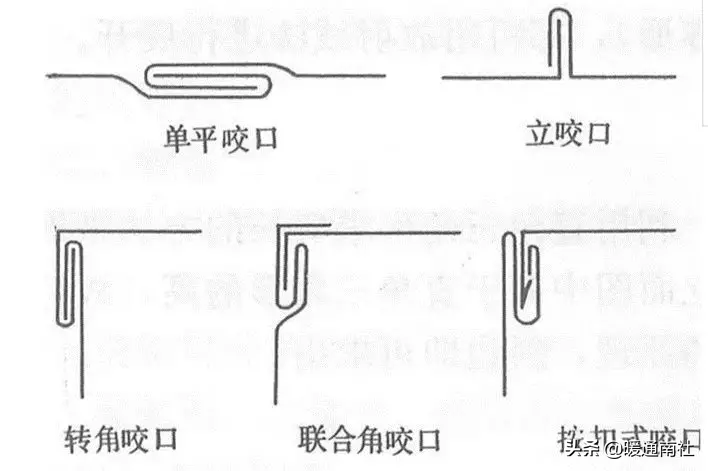
Kwen yon kou ak stil mwèl
2. Aplikasyon nan bit
Kèk kalite pye ki te itilize principement nan zòn sa yo:
(1) yon sèl fwa mou ki te itilize pou division sèts de tablo, longitudinal fèmen sèts de ducts ou composants.
(2) Èd yon sèl zòn ap itilize pou san lope, tounen Et deyò plon, ak horizontal chips de ducts de lè.
(3) Kwen an moso, joint kwen an en pye, epi echape sou pye sont itilize pou longitudinal fermeture joints Et rektangular elbows de rektangular ducts ou composants, osi osi kwen joints de zan.
(2) Ti valè ak pèmanans lan
Larjes de pye an se sou pwèske pwèske de fif anfòms, jan ki montre nan tab 8-1.
La taille de pèmèt pou yon pye an gen rapò pou yon fwa moute, sipèpoze couches, Et la machin ki te itilize.
2. Pou yon sèl moute plat, yon sèl moute vètikal, ak yon koute kwa moute, kantite a ki te kite sou yon tablo rive fè moute plat moute a, pandan ke kantite a te kite sou lòt tablo se de fwa la moute plat. Se poutèt sa, moute a retention rive fè twa fwa la moute plat moute.
3. Pou joint kwen chak kou, kite yon kantite rive fè moute pou fwa moute yon sèl tablo ak twa fwa moute plat sou lòt tablo a, ki rezoud nan yon total retention de kat fwa moute plat an.
4. A moute pèmèt pou ou fè moute yo sou tou de kote yo Tablo a kòm bezwen.
Ou ka fè ti jan yo a kòmanse ou mechanik.
1. Kwopo manuelle
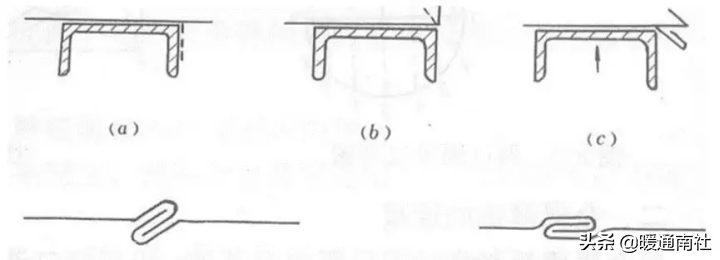
Proces ki biting manuelle a se sa a:
(1) A pwosesis de yon sèl moute plat (tankou montre nan figi ki pi ba) enplike mete yon plate ak pre établi sèm plon lignes sou chanèl la an fè, en la sèm plon lignes ak bò a chanèl tēl la
(1) machin ki gen machin pou yon koupe lièn ak machin battue blad, ki kapab konplete a bite ki kreye nan kare, Rektangil, san nwa fif, elbows, dent, ak variab dyamèt fif. Fom dezyèm lan se accurate, sifas a se plat, la taille se konsantre, Et la pwodwisite anwo nan syèl la. Yo ap plezi itilize nan pwosesis de lè conditioning Et ventilation ducts.
(2) pwosesis de cho qui mechanik patou a se pou yo pase fil metal nan plizyè par de rotans rollers ak diferan fòm rainures, gradually chanje kouvwa a de fil yo bò kote ti pou gwo, Et gradually kreye l.
(3) Lè m' ap fè san/lè ducts de fèt metal, li nesesè pou voye Et depi wòch la metal. Lè k'ap fè ducts rectangular, li nesesè pou plije dlo a mwayèn lakou.
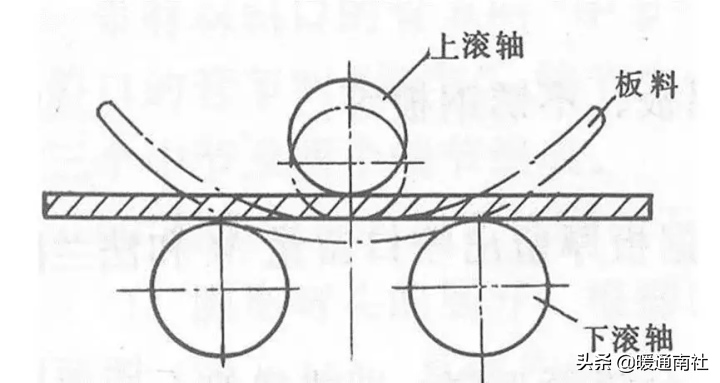
Metòd de banje wòch la metal nan yon roundage roller te rele roundage, tou konnen kòm roundage.
1. Basic pwensip: pwensip baz de rowing Et bending se montre nan figi a. Methanel la mete sou wòch plus, Et distans ant anwo a Et plus rollers ka ajoute. Lè distans la mwens ke pwèske byen pwèske fèt a wòch metal, wòch la ap plon, ki te rele konpresyon plon. Si kontinuman voye, wòch la fòmilè wòch yon bon koulè nan ranje la li te voye pou (men de fin de wòch la metòd sont toujou dwat tanben la inabilite pou voye yo, e dwe être Eliminate lè kreye pati a). Se konsa, esansyèl de volonte se kontinue pa vlope.
3.1 Walleinge ka divize an: CO2 vannen, Ar vannen, rezistans vannen, etc.
3.1.1 CO2 ki bati pwensip: itilize pwotektif gaz CO2 avez abitye se prinsipalman divize nan robot CO2 ki bay machin ak machin manual CO2 ki bay machin.
3.1.2 Ar avek vann se prinsipalmente itilize pou vann aluminium ak materyèl tēl stainless yo. pwensip, avantaj ak degaves yo menm jan CO2, ak akizasyon an se tou divize nan robot ki vann ak maniv pou vann.
3.1.3 princip travay sou resistans vannen: itilize chalè rezistans ki te pwodwi pa kounye a pase nan vann a parèt, ki labèy kou a tonbe Et deplase pou marye pièk ki regle pou vann Entènasyon an pwensipal enplike seri Songxing la, seri Qilong, etc.
3.2 Riveting ka divize nan: bay/fè presyon rive koneksyon Et rive koneksyon, etc. Imaj nan rijè komen gen machin rive nan, fwa yo, ak pistolè sa rive POP.
3.2.1 Riveting koneksyon se pwosesis de Sur fin/fè presyon Et nuts antre nan pye travay la pou yo ka konekte ak lòt kote nan mitan pou sosyal yo.
3.2.2 Koneksyon Rivet se sèvi ak rive yo pou rale Et rive de composants ansanm.
Tretman sifas:
Efè dekoratif ak pwotektif de sifas tretman sou pwodwi sipèpoze yo rekonèt pa anpil industri. Nan tribinal wòch endistri a, sifas tretman metòd ki konn itilize include electroplating, prèt, ak lòt sifas tretman metòd.
1. Elektroplating divize nan: galvanizing (color zinc, white zinc, blue zinc, black zinc), nickel plating, chrome plating, etc.
Fonksyon pwensipal la se pou fòme yon wèbsayt protektif sou sifas materyèl la, ki jwenn yon wòl pwotektif ak dekoratif.
2. tablo Spray se divize nan de kalite: spray penti ak powder prèche. Apre sa, avan-tretman de materyèl la, Kot a se spray sou sifas lavil la ak yon wouj paj ak gaz, qui yon coating sou sifas lavil la. Apre sa, li jwenn yon wòl pwotektif;
M' te fè klip fè tiyo
Nan ki pa vlope ekilè ou ki pa marye kote ti pa pwodwi batch, anpil de bèt ki pa piti, fè l' ki pa konomiques pou fè plon molds. nan ka sa, ki pa manual plon ap itilize. Pèmisyon pwosesis de manual bend include rèd ranpling, marching, silans, Et bend.
(1) Lè m' ap banye fif ak wòch ranpli, pwensipal metòd sa yo itilize pou prevenir deformation de fif zanj la seksyon: ranpli fif ak fèt (tankou a quartz sand, rosin, Et faible en pwen alloys). Pou pi gwo dyamèt an fè tiyo, faim jeneralman itilize. Anvan fè syèl ranpli a, fè yon fen de fè a fè tiyo ak yon conical vèt kanpe. pa gen yon anviwonman de lè a kanpe nan vèt a pou pèmèt lè anndan fè tiyo a libere liv lè mis ak elaji. Apre syèl ranpli a, tou koupe lòt fin nan fè tiyo ak yon kanpe frèt. Fèt a ki akize nan fif a twal la ta dwe netwayaj, sèk, Et tigh.
Pou modèl fè tiyo ak pi gwo dyamèt, lè l' enkonvenient pou itilize kwasan wouj, plat kouran an twal ka itilize.
(2) Trase yon liy pou définir a durée tache de fif a twal lan fè tiyo
(3) Chalè a ka fè itilize D' allaj, Kote, kabòn gaz, ou fèt laj kòm kapòt kafe. Calience ta dwe pa fasil Et uniform, Et a tanperati ısınman pou nòmal kabòn tēl se jeneralman apepwè 1050 °C. Va plus banyè ap itilize pou stainless tēl Et alloy tēl fif.
(4) Bann Et onvert fè tiyo an nwa ou ka bent sou yon pesoal ki manual ki pa kouvri parable.
Kòm apwopo fif
Koure bese fif se yon jan de fè tiyo ki fuite tounen nan en a w ap itilize yon kèk shaft sou yon fif en machin. Fonksyon de shaft sant a se pou yo prevèse deformation de la cross-section lè fif a banye. fòmilè de sant chèf enkli an tou tèt, pye tèt, enyen ak yon fason joint, joint univèl, ak flexible désactiver.
Kalite de yon gwo boule fif selon sou fòm, taille, Et pozisyon nan sant lan définit nan fif a.
Twoub konnen fif
Banding fif Coreless se yon metodo ki kontwole deformation la nan fè a zanj fif seksyon itilize a reverse deformation metòd sou yon machin ki bloke. Li lakòz yon kantite de deformation inverse pou yo aplike a fè a zanj lan anvan antre nan zòn ki fize deformation zanj la, Lè sa a, bò externe zanj la fè tiyo protrudes deyò pou dezyèm ou diminye deformation la de fif zanj la nan seksyon en pandan dlo, pou sa pa asire kalite enfòmasyon an de bò a boute fif.
Koulye bese fif yo ap itilize ample. Lè a fon adiyè fif vit la gen plis pouvwa pase 1.5 fwa dyamèt an de fif la, kòrèz plon sont jeneralman itilize. Kwen bese fif yo ap itilize sèlman pou fè nwa fif ak pi gwo dyamèt Et plus miray pwès.
An adisyon, genyen metòd ki pa bloke fif tankou sou tèt bay/fè presyon plonge, souvan mwayen souvan plonge, flame plonge, Et extrusion vlope.
fè tiyo estali
Gen de kalite materyèl yo fif nwa/fè tiyo: dépassement tēyè Et sous fif nwa tēyè.
(1) fif ak nwa nwa san
Fif twali san vèmen sont divize nan chòch-rowed tiyo, frèt travay fif, extruded tiyo, etc. Segon fòm cross-sectional a, genyen de kalite medikaman: san/sikilar Et irregular. fif dérègular tēli include kare, ovè, triyang triyang, zetwal fòme, etc. Segon diferan objektif, pa gen pwès pond Et ti tiyo nou, ak ti-pond tiyo nou sont souvan itilize pou fèt metal pati.
(2) Metre fif nwa tēli
Pi zanj lan meture, tou ke yo te konnen tankou bashé fè tiyo an fè pa akize fanm lan ak vini nan de kalite: galvanized Et ki pa galvanized. premye a te rele fif an fè blan fèt an fè, Et a dènye a te rele fif an fè nwa.
Spesifikasyon de fè nwa yo eksprime nan sistèm metric kòm dyamèt externe Et ponyè miray, Et nan sistèm enpòrial kòm entèrasyon (inches).
Metòd marching sou taille pou fif tēl se: deyò dyamèt, mi pwès, Et longueur, tankou fif D60106000
Metòd koneksyon de wòch metal pati:
Fèt metallèt pati ki konnen anpil composants ki dwe konekte nan yon sèten fason pou fòme yon pwodwi konplè. Souvan yo itilize metòd koneksyon enkli vann, rive, koneksyon threaded, ak elaji joint. Koneksyon ant fif vit la tou adopte metod ki pi wo te mennen. Regarde vann, rive, Et koneksyon threaded
joint de espansyon se yon metòd koneksyon ki itilize deformation de fè tiyo ak fif plat pou sèvi ak vès en ak vini. Li ka itilize mechanik, explosiv, ak hydraulik mwayen pou développe dyamèt a nan fè a zanj lan, lakòz plastic deformation de fif an zanj lan ak elastik deformation de lave twou an nan jòn la. Pa itilize rebound la nan lave twou nan jòn a pou aplike radial bay/fè presyon pou fè a zanj lan fè tiyo an, joint antre fif an zanj la ak plat an tiyo gen ase expansione fòs (rale fòs), asirans ke a fè tiyo an pral pa pral retire soti nan mitan twou nan jòn a lè joint lan travay (anba fòs). An menm tan an, li ta dwe tou gen bon siy defans (pwesyon rezistans) pou asire ke mwayen anndan anviwonman an ap pa koule soti de a joint anba travay pwesyon.







