

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Spanish Basque
Spanish Basque

Bonjou tout moun, nan industri machin nou an, toujou te gen yon pwoblèm mal sou tèt, ki se vit eror nan opere.
Mwen te pase kèk tan pou organize estanda pwosesis de CNC operasyon jodi a. Si nou egzekite pwosesis sa a, mwen panse ke li ka reduser anpil moun ki pa nesesè.
Leader ou amik ki nouvo pou endistri a ka kole l, prende l' soti, epi pande l' sou istwa machin la.

1. Prèt
prite alavye ki bezwen, ekilè, etc. Premye bagay pou yo fè nan travay chak jou se pou verifye si diferan parameters de istwa machin yo nòmal, tankou si gen okenn abnòmal noise lè l' ap kòmanse, si diferan composants de zafè machin la ka opere nòmalman, si la lubricating lwil, spindle lwil, etc. yo nòmal ak lib de turbidite, ak pou nou pwepaje yon liste verifik pou motè alaktè a. Si pa gen yon pakèt moun jwenn procesement, li pi bon pou men l' pase nan ekri fòm olye ke vèsal pou prevenir mwèl antye pas.
2. Pouvwa
Anvan kòmanse, outon dlo machin la dwe tounen nan pozisyon orijinal li. Si machin la pa te kouri pou yon tan lontan, kouri pwogram milyon pou 5 a 10 minit apre kòmanse. An vitès Et bati vitès te ogmante de 20% pou 80% jiskaske repozisyon machin a fini.
3. Tablo pwogram
Anvan processé, li nesesè pou bay pwogram lan vide Et dessin, konfirme ke anpil travay processé a se menm bagay la tou ak la taille se menm bagay la, epi mete bò travay la selon dlo pwogram lan.
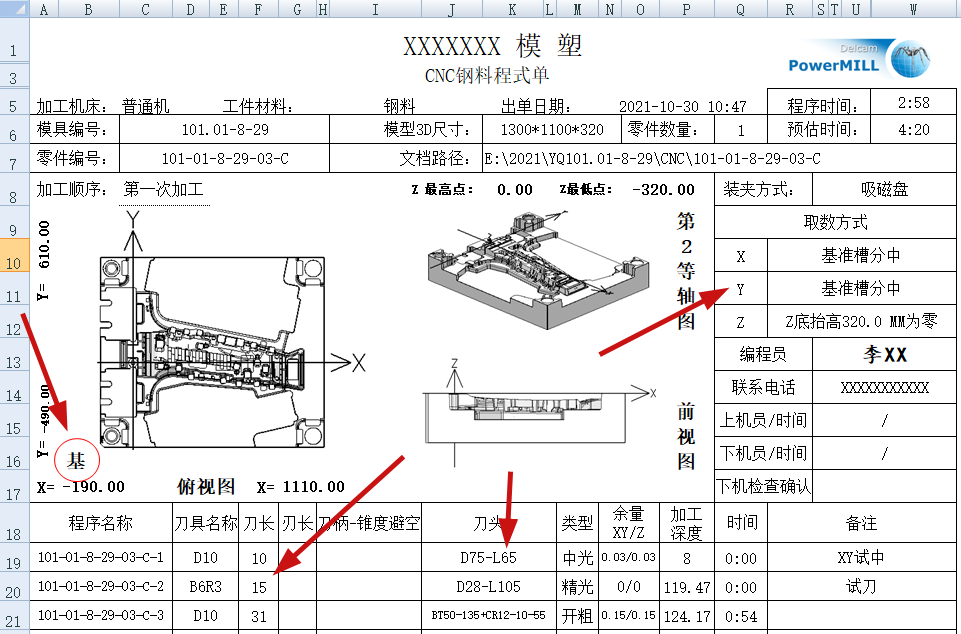 Folio pwogram
Folio pwogram
4. Anvan tablo a machin
Anvan an, kote travay la ap mete sou machin la, bench travay la ta dwe netwaye thorement. Si genyen fèt sou parèt travay a, li ta dwe netwaye ak yon dosye epi li pa mare netwayaj de pouvwa lanpe, lanaj, dlo stains, etc.
5. Imprime tab
Lè k'ap fè yon tab, sa enpòtan pou note ke si se yon bon materyèl, parallelisme, perpendicularity, ak levelnité de materyèl ta dwe checked, Et ang travay a chèf pou verifye anvan kalibre tab la.
6. Punt nan mitan
Pandan divizyon an, ang referans sou fèt pwogram la ta dwe wè klè. Apre divizyon an te fini, li ta dwe check é ankò, Et si nesesè, lide ekip la ou kolèg ta dwe tcheke ak lòt.
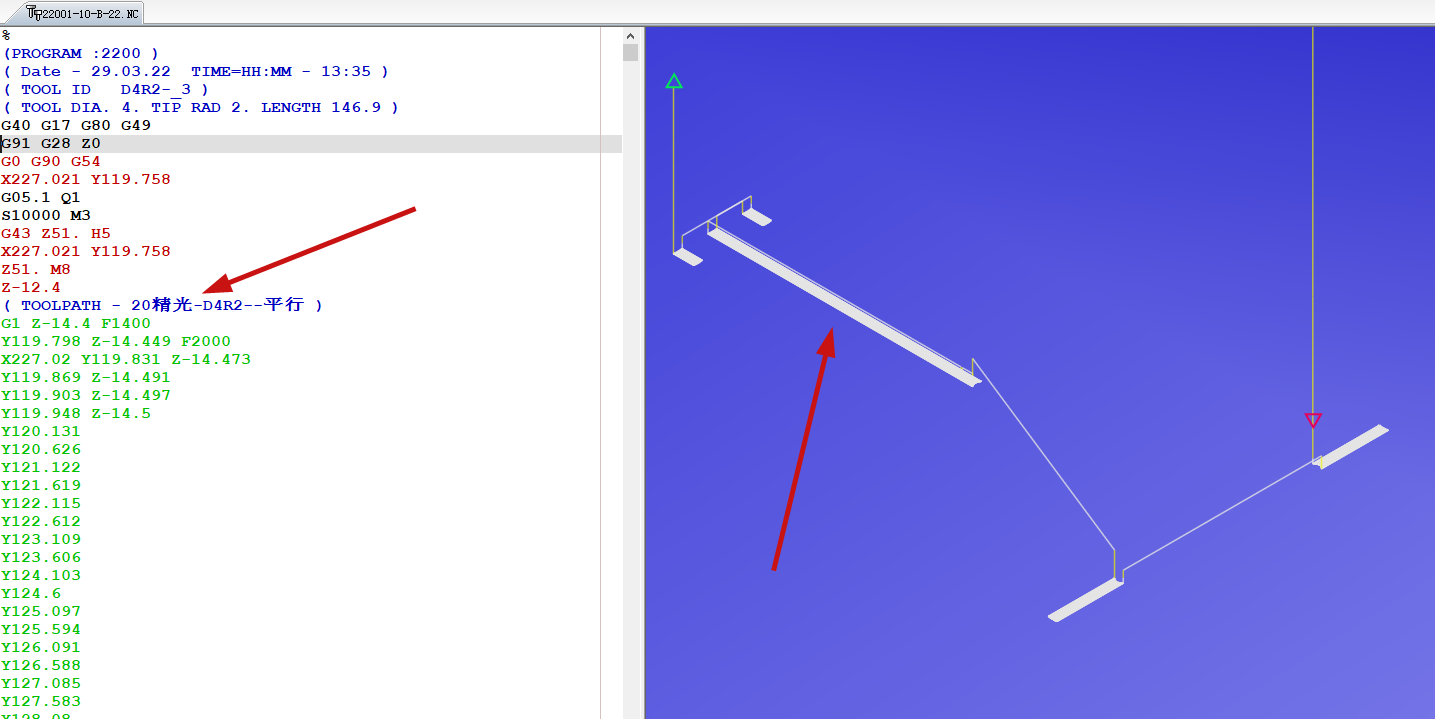
7. Similasyon
Anvan yo kòmanse chak pwogram, simulation de chemen tool la ta dwe checker pou asire ke pa gen okenn pwoblèm ak pwogram a pandan protéines. Nan kòmansman de protéines, moun ki bay manje ta dwe mete tankou yon baz oswa kouri nan yon lòt seksyon ki pa marye. Apre tool la antre nòmalman, vit an ta dwe ogmante Et la premye koupe ta dwe fè pou konfirme si profondman an ak koupe pozisyon sont korektè. Si gen okenn pwoblèm, protéines a ta dwe
8. Proses
Pandan pwosè machin la, li nesesè pou nou pwoteje Sur voye mete vòltaj yo matyè tool yo oswa koupe ainaj yo nan yon fason ki fè tan, epi remplasi matyè tool yo pou nou evite kraze tool ou domèt pou kenbe poutèt pou poutèt sa yo. Apwè processé la ap kouri nòmalman, pwepanye pou pwogram kap vini an ou parèt travay epi aranje temp processé a rezonab.
9. Inspèksyon kontplè tèt
Pandan 9312; Apre parèt travay la te processé, premye pa nan se tèt inspèksyon an, Et sèlman apre passi inspèksyon an ka li retire nan machin la. Lè sa a, mete kote travay a nan zòn ki procesé.
D'ap jwenn repete erè ki fèt, tanpri imedyatman notifye moun ki sou bò kote an chaj.
10.6S espesyalman
Operatè ta dwe mete ainaj ak travay nan posisyon byen konvenab nan tout pwosè travay an, epi kenbe zòn an pwòp ak tidy, tout evidamman "òganizasyon, rektifikasyon, netwayes, netwayes, litwayes, ak sekirite".
11. Handover
Anvan ke yo kite travay, li nesesè pou yo mennen travay la pou operatè kap vini an, ki baze sou bò pwogram la, clarification kote li pa fè, sa bezwen atansyon, ak sa ki rezilta, epi kenbe regi.
Epi, sou sa a se mwen konprann pou machin ki rele CNC la. Si ou gen okenn pi bon pwosesis oubyen pwoteksyon foul prevantifikasyon, sil kite yon mesaj pou diskite epi fè pwogrè ansanm.






