English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

A vágószerszámok és szerszámok kiválasztása a CNC megmunkálási technológia egyik fontos tartalma, amely nemcsak befolyásolja a szerszámgép megmunkálási hatékonyságát, hanem közvetlenül befolyásolja a megmunkálási minőséget is. A hagyományos megmunkálási módszerekkel összehasonlítva a CNC megmunkálás magasabb követelményekkel rendelkezik a vágószerszámok és szerszámok tekintetében. Nem csak nagy pontosságot, jó merevséget és tartósságot igényel, hanem stabil méretet és kényelmes telepítést és beállítást is igényel.
CNC megmunkáló szerszám anyagok 1. nagy sebességű acél
Nagy sebességű acél, más néven front acél vagy fehér acél. Ez egy ötvözött acél, amely olyan elemeket tartalmaz, mint a volfrám (W), molibdén (Mo), króm (Cr), vanádium (V), kobalt (Co), stb. Ez oszlik két fő sorozat volfrám és molibdén, és egy hagyományos szerszám anyag. Szobahőmérsékletű keménysége 62-65HRC, és termikus keménysége 500-600 ℃-ra növelhető. A kioltás után a deformáció kicsi, könnyen élezhető, kovácsolható és vágható. Nem csak fúrómarók és marómarók gyártására használható, hanem komplex vágószerszámok gyártására is, mint például fogaskerék és marómarók formázására. Azonban az alacsony megengedett forgácsolási sebessége (50 m/perc) miatt leginkább CNC gépek kis sebességű megmunkálására használják. A szokásos nagysebességű acélt a W18Cr4V képviseli.

2. Kemény ötvözet
Kemény ötvözet egy porkohászati termék, amely kemény keménységgel és olvadásponttal rendelkezik, Co, Mo, Ni kötőanyagként használva (WC, TiC, TaC, NbC stb.). Szobahőmérsékletű keménysége elérheti a 74-82HRC-t, és ellenáll a magas hőmérsékletnek 800 ℃ és 1000 ℃ között. Alacsony gyártási költségeinek köszönhetően kiváló vágási teljesítményt mutat közepes sebességben (150m / perc) és nagy előtolási vágásban, így ez a legszélesebb körben használt szerszám anyag a CNC megmunkálásban. De ütésállósága és hajlítási szilárdsága sokkal alacsonyabb, mint a nagysebességű acél, ezért ritkán készül integrált vágószerszámokká. A gyakorlati használat során a kemény ötvözet vágóblokkokat általában hegesztéssel vagy mechanikus rögzítéssel rögzítik a vágótestre. A gyakran használt kemény ötvözetek közé tartozik a volfrám-kobalt (YG) ötvözetek (YG8, YG6, YG3), volfrám-titán (YT) ötvözetek (YT5, YT15, YT30), és volfrám-titán-tantál (nióbium) (YW) (YW1, YW2) ötvözetek.
3. bevont kemény ötvözet
A bevont kemény ötvözet szerszámok egy vagy több réteg kopásálló TiN, TiCN, TiAlN és Al2O3 bevonatával készülnek jó szívósságú kemény ötvözet szerszámokon. A bevonat vastagsága 2 µm és 18 µm között terjed. A bevonatok általában két funkcióval rendelkeznek: egyrészt sokkal alacsonyabb hővezető képességű együtthatójuk van, mint a szerszám aljzat és a munkadarab anyaga, gyengítve a szerszám aljzat hőhatását; Másrészt hatékonyan javíthatja a súrlódást és tapadást a vágási folyamat során, csökkentve a vágási hő keletkezését. A TiN alacsony súrlódási tulajdonságokkal rendelkezik, ami csökkentheti a bevonatszövet veszteségét. A TiCN csökkentheti a hátsó vágófelület kopását. A TiCN bevonat nagyobb keménységgel rendelkezik. Az Al2O3 bevonat kiváló hőszigetelő hatással rendelkezik. A kemény ötvözet vágószerszámokkal összehasonlítva a bevont kemény ötvözet vágószerszámok jelentősen javultak a szilárdság, a keménység és a kopásállóság tekintetében. 45-55 HRC keménységű munkadarabok vágásához az alacsony költségű bevonatú kemény ötvözetek nagy sebességű vágást érhetnek el. Az elmúlt években néhány gyártó a bevonat anyagainak és arányainak javítására támaszkodott, ami jelentősen javította a bevont vágószerszámok tulajdonságait.
4. Kerámiaanyagok
A kerámia az egyik olyan vágószerszám anyag, amely gyorsan fejlődött és az elmúlt 20 évben egyre szélesebb körben használt. A közeljövőben a kerámia a nagysebességű acélokat és kemény ötvözeteket követően harmadik forradalomhoz vezethet a forgácsolásban.
A kerámia vágószerszámok olyan előnyökkel rendelkeznek, mint a nagy keménység (91-95HRA), nagy szilárdság (hajlítószilárdság 750MPa ~ 1000MPa), jó kopásállóság, jó kémiai stabilitás, jó ragasztóállóság, alacsony súrlódási együttható és alacsony költség. Nem csak ez, a kerámia vágószerszámok is magas hőmérsékletű keménységgel rendelkeznek, elérve a 80HRA 1200 ℃ mellett. Normál használat esetén a kerámia vágószerszámok rendkívül hosszú élettartammal rendelkeznek, és a vágási sebesség 2-5-szeresével növelhető a kemény ötvözetű vágószerszámokhoz képest. Különösen alkalmasak nagy keménységű anyagok feldolgozására, precíziós megmunkálásra és nagy sebességű megmunkálásra. Különböző típusú hőacél és edzett öntöttvas feldolgozására akár 60 HRC keménységgel. Gyakran használják az alumínium alapú kerámiákat, a szilícium-nitrid alapú kerámiákat és a fémkerámiákat. Az alumínium alapú kerámia vágószerszámok nagyobb hőkeményítéssel rendelkeznek, mint a kemény ötvözetek. Nagy sebességű vágási körülmények között a vágóél általában nem műanyag deformációnak esik keresztül, de szilárdsága és szívóssága alacsonyabb. A nagy hőkeménység mellett a szilícium-nitrid alapú kerámiák is jó szilárdsággal rendelkeznek. A szilícium-oxid alapú kerámiákkal összehasonlítva hátránya, hogy hajlamos a magas hőmérsékletű diffúzióra acélfeldolgozás során, ami fokozza a szerszámkapást. A szilícium-nitrid alapú kerámia szerszámokat elsősorban szürke öntöttvas szakaszos esztergálására és marására használják. A kermet fém kemény ötvözetekhez hasonló keményfém alapanyag, de alacsonyabb affinitással, jó súrlódással és jobb kopásállósággal rendelkezik. Képes ellenállni a hagyományos kemény ötvözetekhez képest magasabb vágási hőmérsékletnek, de nem rendelkezik ütésállósággal, kemény megmunkálás közbeni szilárdsággal, alacsony sebességnél és nagy előtolási sebességnél. Az utóbbi években a kerámia anyagok hajlítási szilárdsága és szívóssága jelentősen javult a japán Mitsubishi Metal Company által kifejlesztett NX2525 fémkerámia lapátok és a svédországi Sandvik Company által kifejlesztett CT fémkerámia lapátok és bevont fémkerámia lapátok sorozata jelentősen nagyobb hajlítási szilárdsággal és kopásállósággal rendelkezik, mint a hagyományos fémkerámia, ami jelentősen bővíti a kerámia anyagok alkalmazási skáláját.

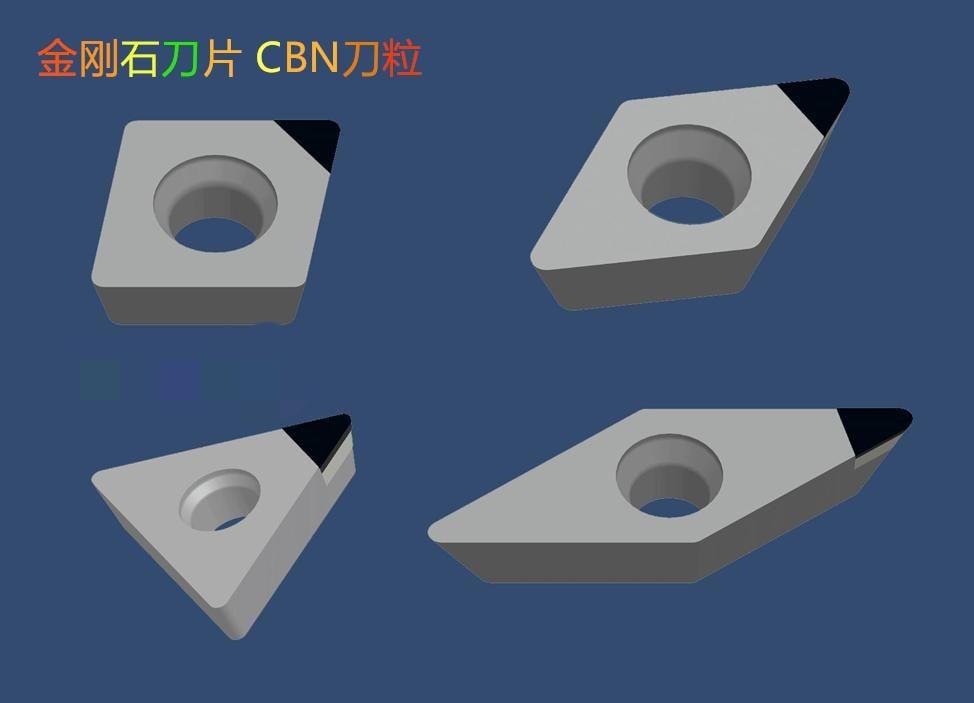
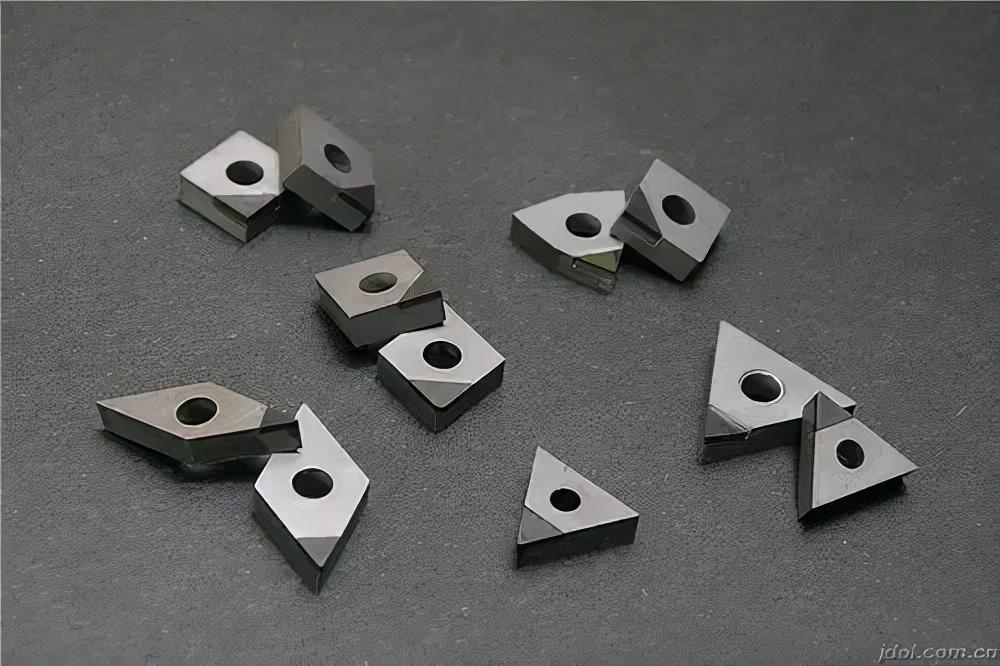
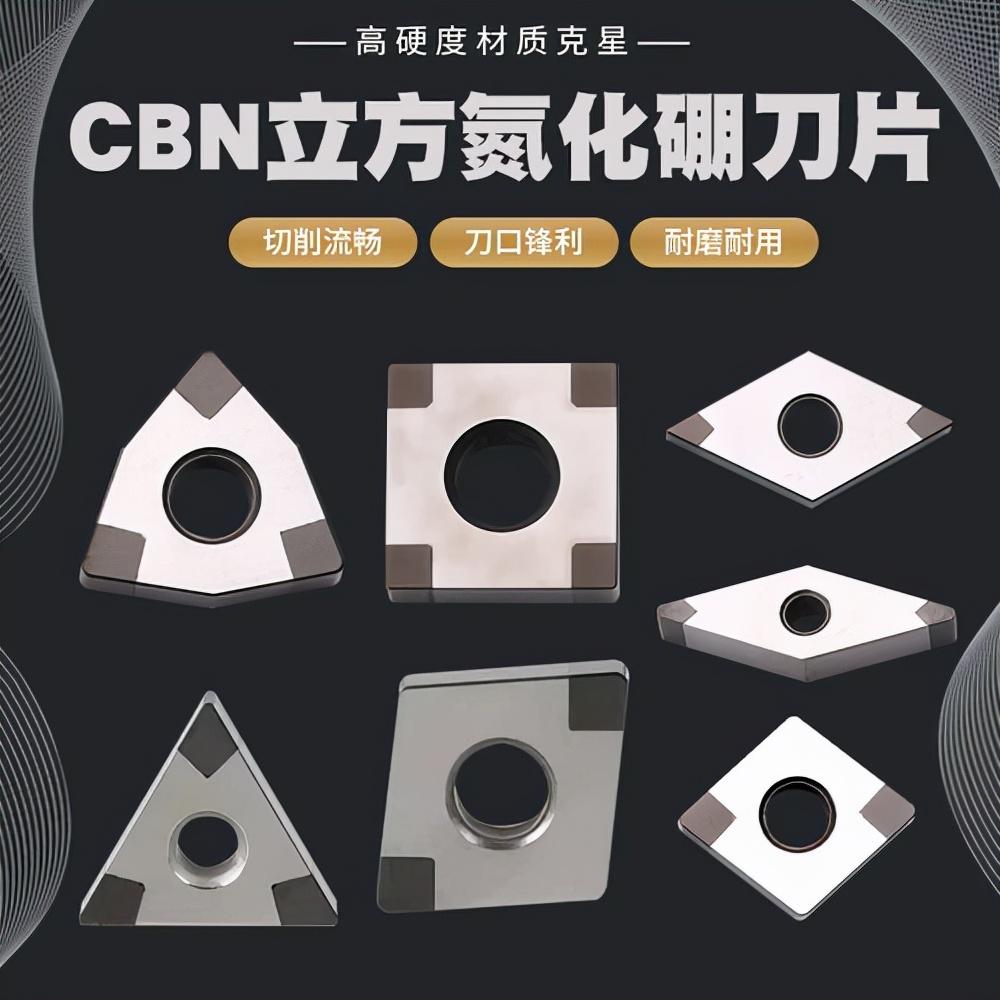
5. Kocka bórnitrid (CBN)
A CBN mesterségesen szintetizált, nagy keménységű anyag 7300-9000HV keménységgel, keménysége és kopásállósága csak a gyémántnál második, és kiváló magas hőmérsékletű keménységgel rendelkezik. A kerámia vágószerszámokkal összehasonlítva hőállósága és kémiai stabilitása kissé rosszabb, de ütésállósága és zúzásgátló teljesítménye jobb.
Széles körben használják edzett acél (50 HRC felett), perlit szürke öntöttvas, hűtött öntöttvas és magas hőmérsékletű ötvözetek vágására. A kemény ötvözet vágószerszámokkal összehasonlítva forgácsolási sebessége nagyságrenddel növelhető. A magas CBN tartalmú PCBN (polikristályos köbbór-nitrid) vágószerszámok nagy keménységgel, jó kopásállósággal, nagy nyomószilárdsággal és jó ütésállósággal rendelkeznek, azonban hátrányaik a gyenge hőstabilitás és alacsony kémiai tehetetlenség, így alkalmasak hőálló ötvözetek, öntöttvas és vas alapú szinterezett fémek vágására. A kompozit PCBN vágószerszámokban a CBN részecsketartalom viszonylag alacsony, és a kerámiát kötőanyagként használják, ami alacsonyabb keménységet eredményez, de ez ellensúlyozza a magas CBN tartalmú PCBN gyenge hőstabilitását és alacsony kémiai tehetetlenségét, így alkalmas edzett acél vágására. A szürke öntöttvas és hűtött acél vágásának alkalmazási területén kerámia vágószerszámok és CBN vágószerszámok állnak rendelkezésre egyidejűleg. Száraz vágásnál az Al2O3 kerámia használatának költsége alacsonyabb, mint a PCBN anyagok, mivel a kerámia vágószerszámok jó termikus és kémiai stabilitással rendelkeznek, de nem olyan kemények és kemények, mint a PCBN vágószerszámok. A kerámia vágószerszámok jobb választás 60 HRC alatti keménységű és kis előtolási sebességű munkadarabok vágásakor. A PCBN vágószerszámok alkalmasak olyan helyzetekre, ahol a munkadarab keménysége meghaladja a 60 HRC-t, különösen automatizált és nagy pontosságú megmunkáláshoz.
6. Polikristályos gyémánt (PCD)
A legkeményebb vágószerszám anyagként a PCD akár 10000HV keménységgel és a legjobb kopásállósággal rendelkezik. Nagy sebességgel (1000 m/perc) és precizitással képes feldolgozni a lágy színesfém anyagokat. Azonban érzékeny az ütésre, könnyen törhető, és erős affinitással rendelkezik vasfémekben, amelyek könnyen kiválthatják a kémiai reakciókat. Általában csak színesfémek és ötvözeteik, üvegszálak, mérnöki kerámia és kemény ötvözetek feldolgozására használható, amelyek rendkívül kemény anyagok.