

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

A mechanikai feldolgozási eljárások összefoglalása és az árbecslés
1,Mechanikus feldolgozási eljárások:
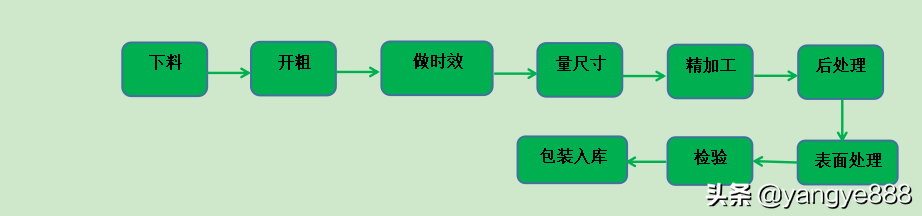
1) Vágás: Használjon fűrészgépet a megfelelő anyagot a feldolgozandó alkatrészek hozzávetőleges méretére. (Általában hagyjon 5-8mm hosszúságú és széles margót)
2) Durva vágás: Használjon esztergagépeket, marógépeket, huzalvágókat és egyéb berendezéseket a rajz által szükséges alkatrészek hozzávetőleges formájának feldolgozására, eltávolítva a üres távolság nagy részét.
3) Időszerűség: Az időszerűség természetes időszerűségre és mesterséges időszerűségre oszlik. A természetes öregedés azt jelenti, hogy a munkadarab 24 órán át vagy hosszabb ideig álljon, míg a mesterséges öregedés a munkadarab hőkezelését jelenti magas hőmérsékletű dobozban vagy dobozkemencében. Az időhatékonyság célja a feszültség kiküszöbölése és a munkadarab deformációjának csökkentése precíziós marási folyamat során.
4) Mérési méretek: Az öregedési folyamat befejezése után a munkadarab bizonyos mértékű deformáción megy keresztül, és újra meg kell mérni a fennmaradó mennyiség meghatározásához.
5) Precíziós megmunkálás: Szigorúan kövesse a rajz által előírt méreteket a precíziós megmunkálás elvégzéséhez, hogy megfeleljen a rajz által előírt munkadarabméreteknek. Nagy pontosságú követelményekkel rendelkező munkadarabok esetében a precíziós megmunkálás előtt szükség szerint félprecíziós megmunkálási folyamatokat rendeznek el.
6) Utófeldolgozás: Ezt a folyamatot az előző folyamatba helyezzük be a különböző típusú alkatrészek szerint.
1. szerelő: beleértve a munkadarabok vésését, fűrészelését, iratozását, kiegyenesítését, fúrását, menetelését, sorjúzását, élesítését és csavarozását.
2. csiszológép: Ha nagy pontosságra van szükség a munkadarab külső köréhez, belső lyukához, végfelületéhez stb., akkor a precíziós megmunkálási folyamat után margót kell hagyni, és csiszológépet kell használni a csiszoláshoz.
Fúrógép: A nagy követelményekkel rendelkező furatok esetében a méret, alak és helyzeti pontosság tekintetében használjon fúrógépet a megmunkáláshoz.
4. hiba észlelése: A szabványos csavaralkatrészek és hegesztett alkatrészek felületi hiba észlelése szükséges a munkadarab szilárdságának biztosítása érdekében.
7) Felületkezelés: Miután a munkadarab feldolgozása befejeződött, felületkezeléseket, mint például a szokásos oxidáció, impulzus eloxálás, kemény oxidáció, passziváció, homokfúvás, festés stb. kell alkalmazni a munkadarab felületére az esztétikai és oxidációs megelőzés hatásának elérése érdekében.
8) Ellenőrzés: A rajz követelményeinek való megfelelés biztosítása érdekében ellenőrizni kell a felületkezelt munkadarabot, beleértve a különböző méreteket, színeket és egyéb kulcsfontosságú információkat.
9) Csomagolás és tárolás: A minősített munkadarabok csomagolása és tárolása megfelelőségi tanúsítványokkal, ellenőrzési jelentésekkel és egyéb dokumentumokkal együtt.
2,A megmunkált munkadarabokra vonatkozó árajánlat összetétele
1) Anyagok: Számítsa ki az anyagköltségeket a különböző munkadarabokhoz szükséges anyagok sűrűsége és ára alapján. (ρ=m/v)
2) Munkaidő: főként a kézi üzemeltetési órákat és a berendezések feldolgozási óráit beleértve, az árat a személyzet órabére és a berendezések óradíjai alapján számítják ki, megszorozva a program futási idővel. (Programozás)
3) Felületkezelési díj: Számítsa ki az árat a munkadarabrajz által előírt különböző felületkezelési folyamatok alapján.
4) Nyereség: A társaság működésének és skálájának alapján a nyereségjegyzést arányosan kell kiszámítani a fent említett áralapon.
5) Adó: Az adók kiszámítása az ország által előírt számlázási formátum és adópontok alapján.
6) Szállítás: A megfelelő díjakat különböző szállítási módok alapján számítjuk fel. (Például légi fuvarozás, logisztika, expressz szállítás stb.)
3,Folyamatmunkaidő
A folyamat befejezéséhez szükséges idő, a folyamat órái = előkészítési órák + alapvető idő
Az előkészítési idő arra az időre utal, amelyet a munkavállalók igényelnek, hogy megismerjék a folyamatos dokumentumokat, üres anyagokat gyűjtsenek, rögzítőelemeket telepítsenek, szerszámgépeket állítsanak be, nulla pozíciókat igazítsanak és szétszereljék a rögzítőelemeket.
Az alapvető idő a folyamatprogram feldolgozásához szükséges idő.
4,Jegyzési költségbecslési módszer (ez a módszer a tömeggyártott termékekre vonatkozik referenciaként)
Feldolgozási költség = (anyagköltség + feldolgozási díj) * 1.2 ~ 1.5 (beleértve a kezelési díjat, a mintát és a kis tételek tényezőit * 3 ~ 5)
Anyagköltség = tömeg (sűrűség * térfogat) * egységár (jüan/kg)
Feldolgozási díj = folyamat órák * egységár (jüan/óra)
5,Közös alumínium és acél árak:
7075T6: Rúd és lemez
Kis gyár: kb. 38 jüan/kg
Vállalati katonai szabvány: 96–100 jüan/kg
1. Dongqing alumínium ipar:
Nemzeti szabvány: 45–48 jüan/kg
Nemzeti katonai szabvány: 78–80 jüan/kg
2. Délnyugati alumínium ipar:
Nemzeti szabvány: 52–60 jüan/kg
Nemzeti katonai szabvány: 100+jüan/kg
2A12T4: Rúd, lemez
1. Dongqing alumínium ipar:
Nemzeti szabvány: 40–45 jüan/kg
Nemzeti katonai szabvány: 70–75 jüan/kg
2. Délnyugati alumínium ipar:
Nemzeti szabvány: 52–60 jüan/kg
Nemzeti katonai szabvány: 100+jüan/kg
7075 csövek: körülbelül 75–80 jüan/kg; (Testreszabás szükséges, minimális rendelés 300kg)
2A12 csövek 10-20 jüan / kg drágábbak, mint a rudak és lemezek
6061 rudak és lemezek: körülbelül 30 jüan/kg
6063 rudak és lemezek: körülbelül 24-28 jüan/kg
7075 T7351/T7451: Körülbelül 80 jüan/kg
7050: Körülbelül 85 jüan/kg
Acélanyag:
45 #, Q235: A jelenlegi átlagos ár körülbelül 7,5 jüan / kg.
304 rudak és deszkák: körülbelül 30 jüan / kg. Körülbelül 20 jüan/kg az előző években
05cr17ni4: Nemzeti szabvány: körülbelül 55 jüan/kg; Nemzeti katonai szabvány: kb. 120 jüan/kg
30CrMnsiA: Nemzeti szabvány: körülbelül 35 jüan/kg; Nemzeti katonai szabvány: kb. 80 jüan/kg
1cr18ni9:26 jüan/kg vagy így
Pom (fekete, nem égésgátló): körülbelül 15/kg
Sárgaréz: körülbelül 60/kg
6,Árajánlat a gyakran használt feldolgozóberendezésekre:
1) Rendes eszterga: 35-45 jüan/óra
2) CNC eszterga: körülbelül 80 jüan / óra
3) 3 tengelyes megmunkáló központ: körülbelül 60-120 jüan / óra;
4) 4 tengelyes megmunkáló központ: körülbelül 150 jüan / óra; 120 jüan/óra tétel ára
5) 5 tengelyes megmunkáló központ: 300-500 jüan / óra
6) Köszörűgép: 60 jüan / óra
7) Marógép: 60 jüan / óra
8) Spark gép: 80 ~ 150 jüan / óra
9) Lassan járó selyem: 60-150 jüan / óra
10) Szerelő: 80/óra
7,Közös felületkezelési árak:
1) Ben, fehér oxidáció: körülbelül 3 jüan / deciméter ²
2) Fekete oxidáció: körülbelül 4 jüan / deciméter ²
3) Kemény kénsav eloxálás: körülbelül 5 jüan / deciméter ²
4) Passziválás: körülbelül 5 jüan/deciméter ²
5) impulzus eloxálás: körülbelül 7,5 jüan / deciméter ²; Darabonként: Kis tételek 5-10 jüan/darab
6) Homokfúvás: körülbelül 1 jüan / deciméter ²
7) Spray festés: szokásos spray festés (polírozás vagy kaparás gitt nélkül): kb. 1 jüan / deciméter ²
Normál folyamatfestés: 3-3,5 jüan/deciméter ²
8) Nikkel bevonat (vegyi): 1,2 jüan / deciméter ²
9) Horganyzott (fehér): 2-3 jüan / kg (munkadarab tömege)

8,3D nyomtatási díj modell
Általában a felhasznált anyagok súlya alapján (jüan/g) (további kezelések esetén további díjak számíthatnak fel)
A gyakran használt anyagok referenciaárai a következők:
9,Hegesztés:
1) Hegesztőrúd hegesztés: főként vas és vas közötti hegesztésre használják, a hegesztőrúd felületén lévő oxid skála használható a levegő elszigetelésére és a hegesztési gyöngy védelmére.
2) Kettős védelmi hegesztés: szén-dioxidot használ védőgázként a hegesztési gyöngy védelmére, vastag hegesztési réteggel.
3) Argon ívhegesztés: A legszélesebb körben használt hegesztési módszer, amely argon gázt használ védőgázként a hegesztési gyöngy védelmére. A hegesztési hőmérséklet magas, és a hegesztési réteg vékony és szilárd. Használható acél, alumínium és titánötvözetek hegesztésére.
4) Lézeres hegesztés: Lézeres magas hőmérsékletű oldódási hegesztőhuzal, gyenge szilárdsággal, főként dekoratív alkatrészek hegesztésére használják.
5) Vákuumhegesztés: A hegesztést vákuum környezetben végzik argon ívhegesztéssel annak biztosítása érdekében, hogy a hegesztési gyöngy és a munkadarab elszigetelt legyen a levegőtől, és a hegesztés megbízható. A titánötvözetek hegesztésének fő módszere.










