

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Ma megosztom Önnel azokat a főbb tényezőket, amelyeket figyelembe kell venni egy öttengelyes megmunkáló központ kiválasztásakor, például az iparágvezető Makino öttengelyes megmunkáló központot használva. Átadok egy részletes listát azokról, akik nem tudják
01
A szerkezet határozza meg a berendezések teljesítményét
Az öt tengelyes megmunkáló központok különböző szerkezetei vannak, és a szerszámgép szerkezeti kialakítása meghatározza a berendezés teljesítményét, beleértve a merevséget, a megmunkálási pontosságot, a stabilitást, a működési képességet és így tovább.
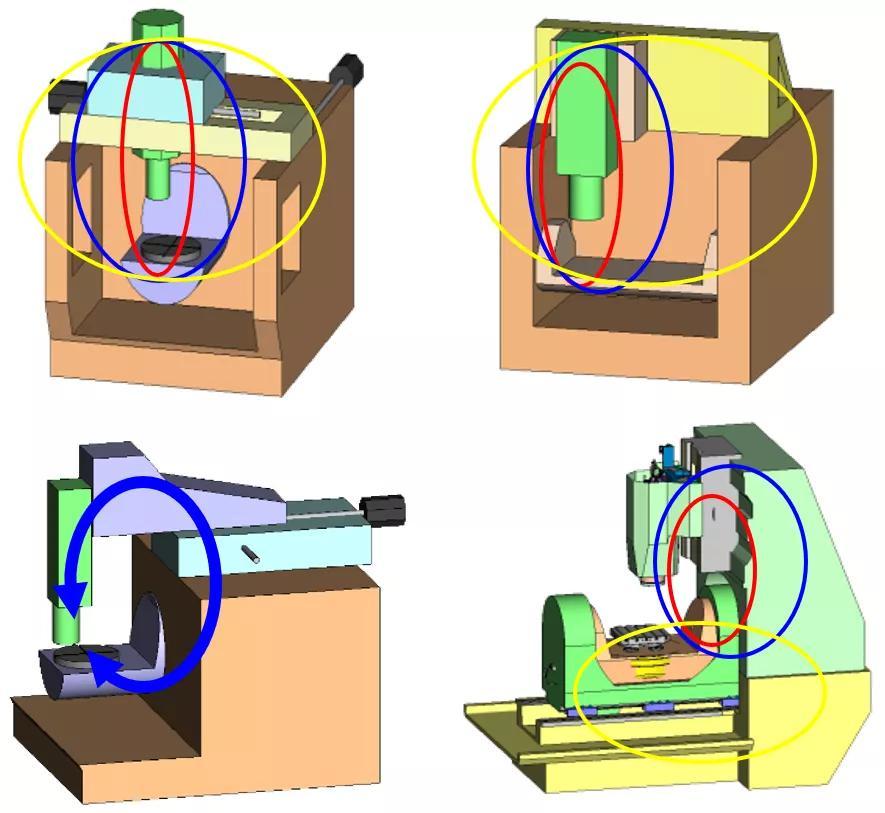
Elsősorban a következő szempontokat kell figyelembe venni:
1) A lineáris tengely mozgás közben nem egyesül vagy egymásra helyezkedik el
2) A rövid vágási áramkörökkel rendelkező berendezések jó merevséggel rendelkeznek
3) A döntő forgási tengely DD motor
4) 5 tengelyes kapcsolat
5) 5 tengelyes közelség
A Makino D200Z/D800Z/a500Z sorozatú öttengelyes megmunkáló központja "Z" - alakú, nagy merevségű munkaasztal szerkezetet alkalmaz, amint az alábbi ábrán látható. A munkaasztal mindkét végén nem igényel támogatást, nagy átmérőjű ferde csapágyakkal és B súlyponttal rendelkezik. A hagyományos egytámasztó szerkezetekhez képest a d hajlítási mennyiség rendkívül kicsi, az L erőkar pedig rövidebb.
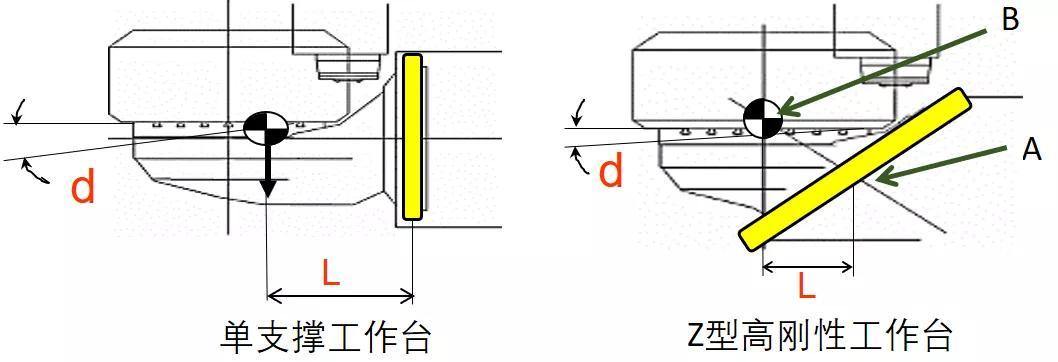
Ez a ferde tengelyszerkezet a 3 tengelyes megmunkáló központokhoz hasonló nagy pontosságú megmunkálást tud elérni. Még nehéz alkatrészek betöltése és forgása esetén is minimálisan szabályozható a munkapad eltérése, ugyanakkor a nagy merevségű csapágyak és a közvetlen hajtású motorok nagy pontosságú és sima forgást érhetnek el minimális rezgéssel. Ráadásul kiváló térbeli közelsége van.
02
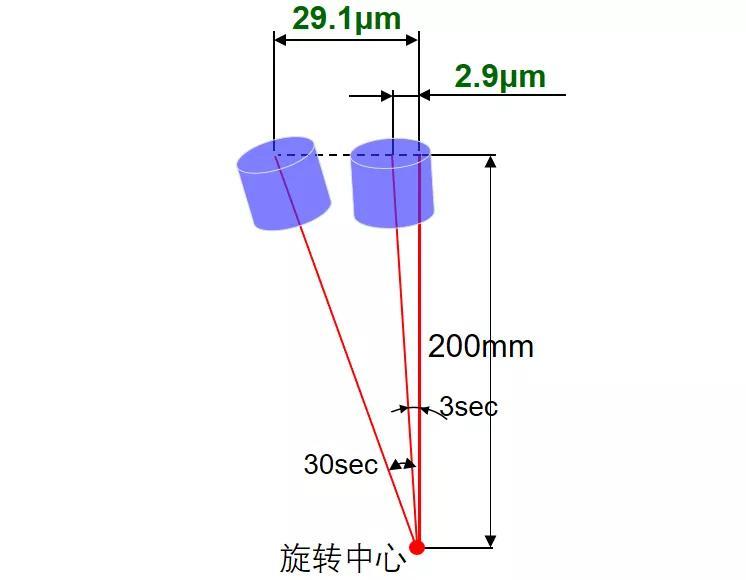
Döntési tengely pontossága
A szerszámgépek megmunkálási pontosságát közvetlenül befolyásolja a forgótengely pontossága. A dönthető forgótengely pontosságának tényleges hatásának megértéséhez használja a Makino D800Z szerszámgépet.
1= 60′
1′= 60″
1=3600″
A D800Z szerszámgép B/C tengelyének minimális felbontása 0,0001 fok, ami 0,36 hüvelyk, a pozícionálási pontosság 3 hüvelyk. A következő számítási diagram segítségével ismerhetjük az eredményes pontossági hibát.
03
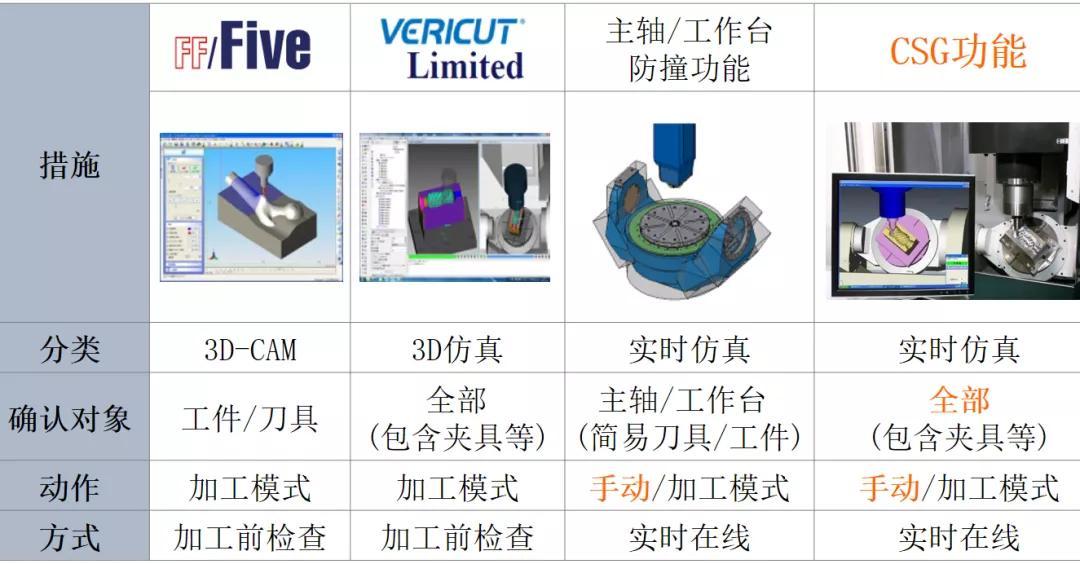
Interferencia ütközések elkerülése
Az interferencia és az ütközés elkerülése fontos kérdés az 5 tengelyes megmunkálásban. A Makino 5 tengelyes megmunkálóközpontja az interferencia ellenőrzésére szolgáló számítógépes szoftver mellett online valós idejű szimulációs CSG funkcióval rendelkezik, amely kézi üzemmódban is megakadályozza az interferenciát.
Az online valós idejű szimulációs CSG funkció a feldolgozás előtt ellenőrizheti a lehetséges szerszámhibákat vagy a szerszámhossz beállítási hibákat, hogy minimalizálja a vészleállásokat működés közben. Működés során az előre kalibrált és beállított adatok, valamint koordináták, eltolási értékek és egyéb, a CNC vezérlőeszközről leolvasott pozíciós információk alapján előrejelződik az interferencia lehetősége. Amint a szerszámgép leáll a működésben, az állapotképernyő valós időben megjeleníthető, és megerősíthető a várt interferencia alkatrészek és a tengely mozgási iránya.
04
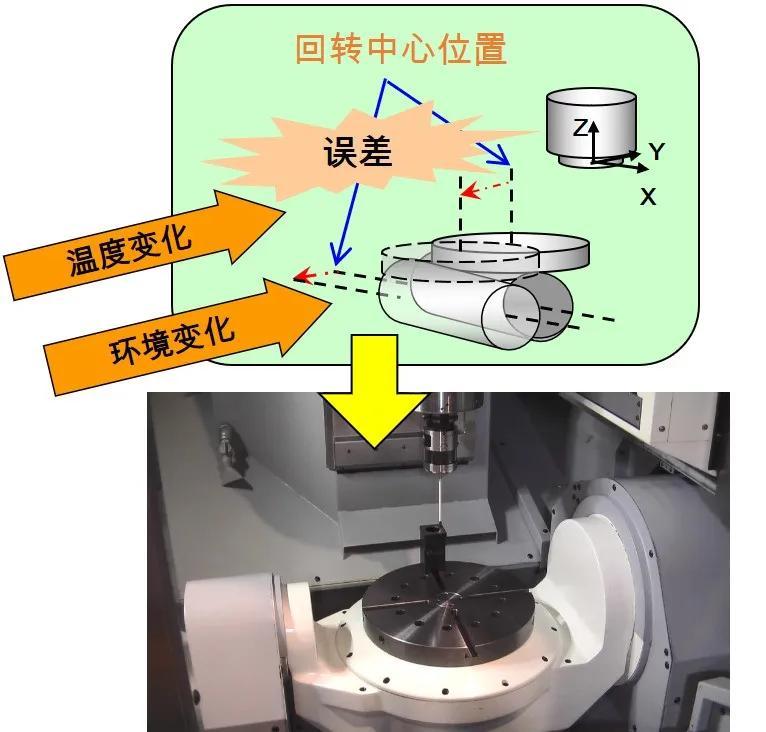
A forgatási középpont korrekciója
A környezeti és hőmérsékleti változások által okozott forgási központ változása befolyásolhatja az öttengelyes megmunkálás pontosságát. Képesnek kell lennie automatikusan kalibrálni a szondán keresztül, ellenőrizni a 3 tengelyes / indexelő / 5 tengelyes megmunkálás megmunkálási pontosságát, és biztosítani, hogy a szerszámhiba kisebb vagy egyenlő; 4 μm.
Az 5 tengelyes forgási központ automatikus kalibrálása szondával
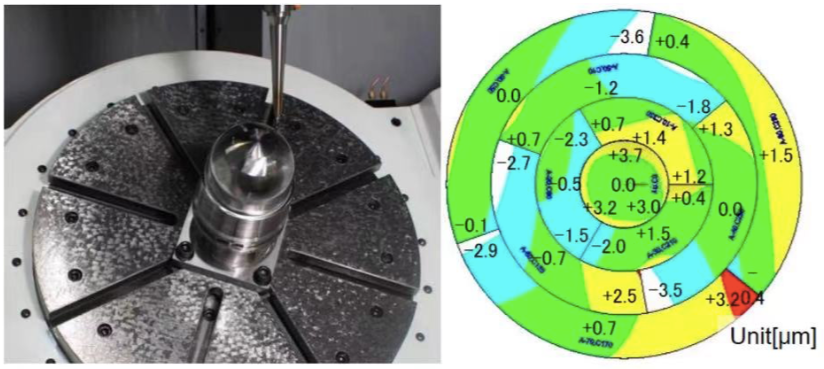
3 tengelyes/indexelő/5 tengelyes megmunkálási pontosság ellenőrzése megmunkálás
05
Az összekapcsolási pontosság
Az öttengelyes megmunkáló központ összekapcsolási pontossága több tényező eredményét tükrözi. Ha például Makino D200Z-t veszünk, adjunk meg feldolgozási eseteket, hogy referenciát adjunk a kapcsolódási pontosság tekintetében.
Feldolgozó berendezések: D200Z
CAM:FFCAM
Munkadarab anyaga: NAK80 (40HRC)
Munkadarab mérete: 140x140x35mm
Penész üreg: Tiszta szög R0.22mm, mélység 20mm
Feldolgozási idő: 1H35min/zseb
Vágószerszámok: 7 pár és 6 típus
Összekötési pontosság: Pozíciópontosság 2 μm, alakpontosság 3 μm
06
Folyamattámogatás
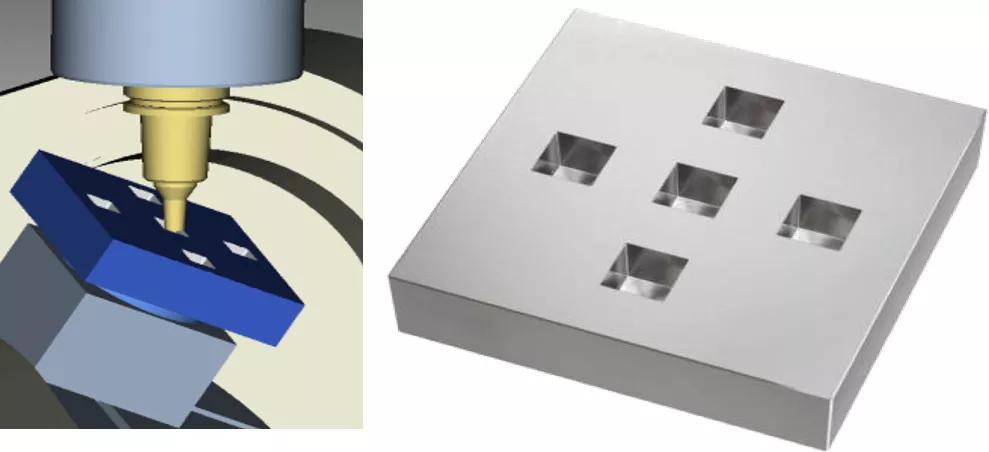
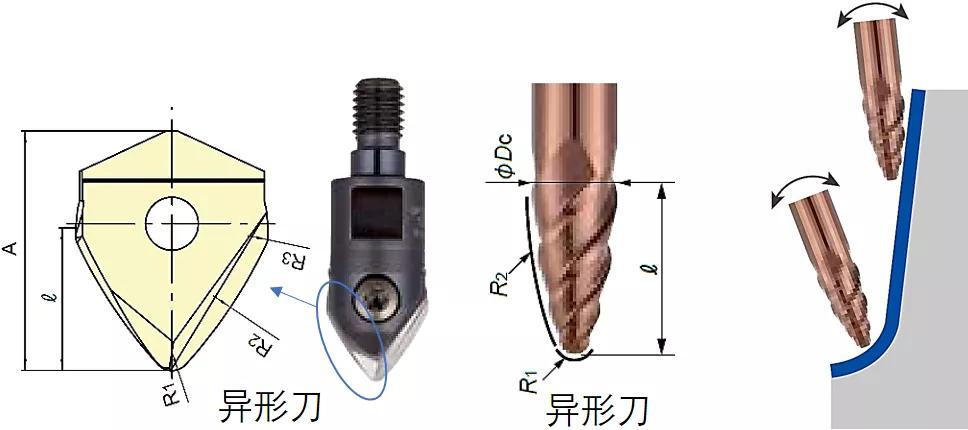
Az öttengelyes megmunkáló központ megmunkálási folyamata határozza meg, hogy a berendezés teljesítménye maximalizálható-e. Például a szabálytalan vágószerszámok használata jelentősen javíthatja a megmunkálás hatékonyságát.
Feldolgozási eset: Hatékonyság 6-szor növekedett!
Anyag: YXR33 (58HRC)
Alakzat és méret: az alábbi ábrán látható, mélység 30 mm, vázlatszög 2, távolsági szög R3mm
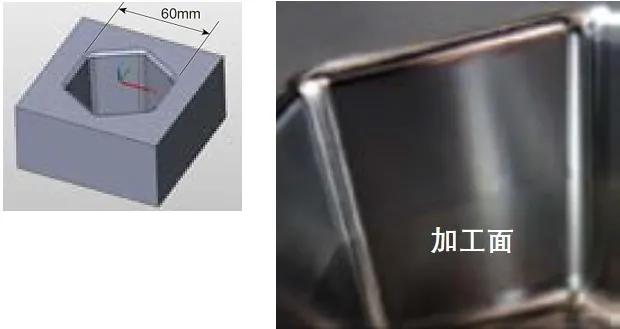

Rendben, ez minden, amit a szerkesztő oszthat meg itt! Egyes diákok azt mondják, hogy még egy cikk elolvasása után sem értik meg, mint a tévézés. Az UG programozás jól tanulása valójában nagyon egyszerű, feltéve, hogy szisztematikusan tanul tapasztalt emberektől, többet kommunikál barátaival, kollégáival és osztálytársaival. Minél keményebben dolgozol. A szerencsésebb! Mindenki kisujját mozgassa tovább a saját baráti körébe, hogy több partner előnyét szolgálhassa









