

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Napjainkban sok gyártó gyárt gyárt szögkontaktus golyóscsapágyakat Kínában. Tehát, hogyan válasszuk ki a szögkontaktus golyóscsapágyak gyártóját? 35 éves ipari tapasztalat alapján, a következő három perspektívából, hogyan válasszuk ki a szögkontaktus golyóscsapágyak gyártóját?
1. A szögkontaktus golyóscsapágyak jó gyártója nagyon professzionális berendezéseket igényel, nagy pontosságú, megbízható és rendkívül stabil CNC eszterga használatával;
A csapágygyűrűk gyártásánál például a legfontosabb és legvégső gyártási folyamat a csiszolás. A felhasznált berendezések elsősorban speciális CNC csiszológépeket és ultra mély megmunkálású CNC eszterga;
Néhány típusú csapágydobógyűrű geometriai szerkezet nagyon egyszerű, alacsony pontossági követelményekkel.Néhány szögkontaktus golyóscsapágygyártó választhat PLC gazdaságos és praktikus CNC szerszámgépet; A szögkontaktus golyóscsapágyak egyes kategóriáinak nagyobb követelményei vannak a dobógyűrűk tekintetében, mint például a versenypályát "konvex" többségi alakúvá kell előállítani és feldolgozni. Tehát szögkontaktus golyóscsapágyas gyártóinknak univerzális vagy csúcsminőségű CNC szerszámgépeket kell használniuk a követelményeknek való megfeleléshez.
2. A szögkontaktus golyóscsapágyak jó gyártójának nagyon magas követelményei vannak a pontosság és a pontosság következetessége tekintetében;
A tűtől átlóig érintkező golyóscsapágyak a nyersanyagok és a hőkezelési folyamatok különbségei mellett speciális kihívásokkal néznek szembe az alkatrészcsiszolás precizitása és következetessége tekintetében, különösen a tömeggyártás során.
Például a P4 vagy több csapágygyűrűnek jelentős különbségei vannak a gyártási és feldolgozási pontosságban. A jó szögkontaktus golyóscsapágyak gyártójának egyszeri megfelelési aránya általában körülbelül 80%. És a megfelelő arány 60%. Bizonyos típusú csapágyak, mint például a szélturbina tengelyek kúpos görgőscsapágyai, szintén nehéz fenntartani a P4 fölötti minőséget.
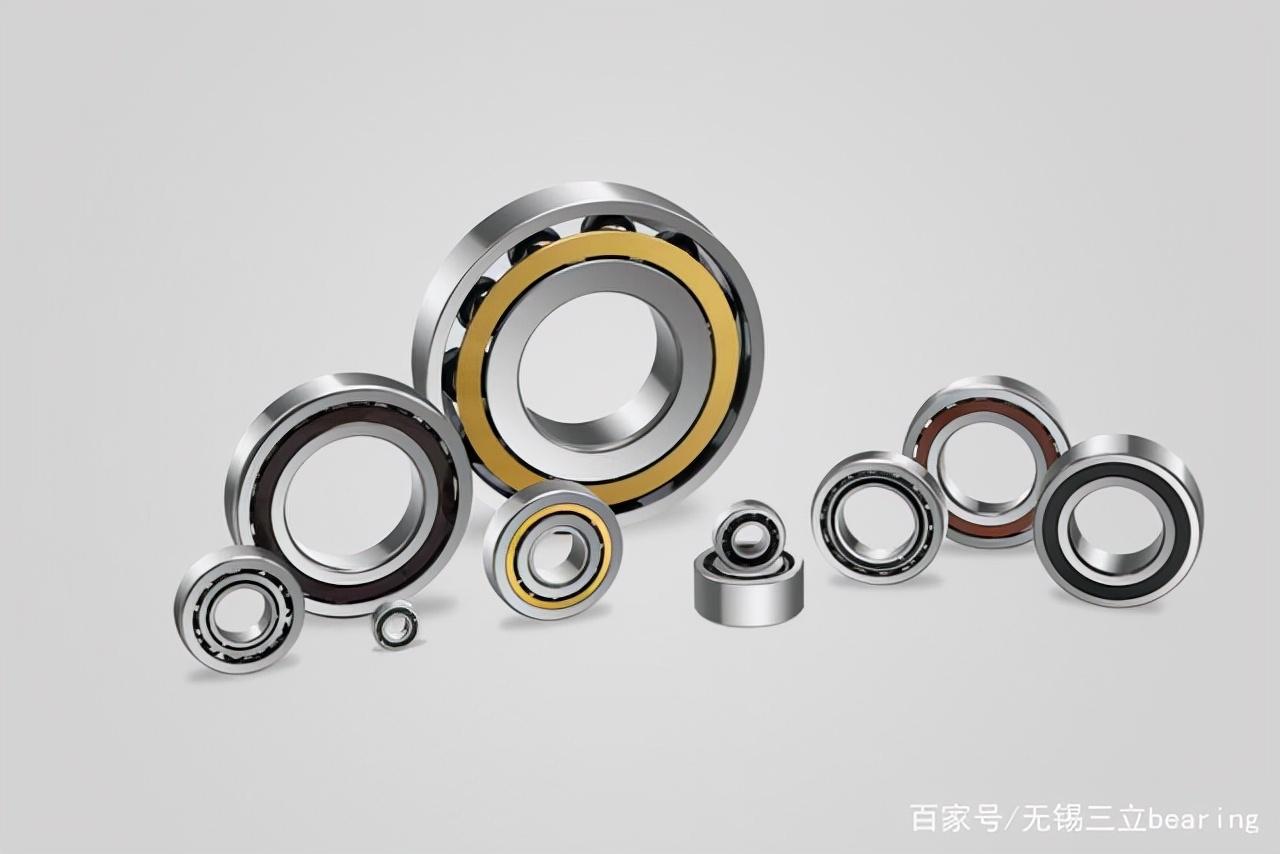
Szögérintkező golyóscsapágy
3. Alapvető technológiák és stratégiák, amelyeket a szögkontaktus golyóscsapágyak jó gyártójának alkalmaznia kell
(1) A szögkontaktus golyóscsapágyak jó gyártójának nagy pontossággal, megbízhatósággal és nagy stabilitással kell CNC esztergákat használnia. Néhány összetett csapágygyűrű esetében többfunkciós CNC szerszámgépeket, például CNC csiszolókat kell használni; A belső felületi csiszolási alkalmazás gyors, nagy sebességű elektromos orsót használ, míg a külső felületi csiszolási alkalmazás nagy hajlítási merevségű hangnyomású homokkerék orsócsapágyat használ a gyors csiszoláshoz;
A jó szögkontaktus golyóscsapágyak gyártói félig zárt hurokvezérlő és zárt hurokvezérlő szervo-vezérlő rendszereket használnak annak manipulálására, és pontos mikrovágást és kompenzációt végeznek. A vágóképernyő felbontása elképzelhető, hogy 0,25 μm vagy 0,1 μm, és az ismételt pontos pozícionálás pontossága elérheti az 1 μm-t vagy akár 0,5 μm-t is;
A jó szögkontaktus golyóscsapágyak gyártói nagy pontosságú és hajlítási merevséget használnak, valamint kopásálló golyóscsavarokat és csúszósíneket és más mozgatható alkatrészeket;
A szögkontaktus golyóscsapágyak jó gyártójának olyan ágyat kell használnia, amely elegendő öregedésen ment keresztül, stabil és jó rezgéscsillapító teljesítménnyel rendelkezik a tényleges hatáshoz képest. A nagy pontosságú CNC csiszológépeknek erős rezgéscsillapítási együtthatóval és viszonylag alacsony lineáris tágulási együtthatóval rendelkező gránit ágyakat kell használniuk.
(2) A szögkontaktus golyóscsapágyak jó gyártójának aktívan kell mérnie és módosítania a csiszolási előírásokat legalább 3 μm pontossággal, legfeljebb 1 μm-ig. A kommunikációs szervomotort a csiszolókerék-szekrény meghajtására és működtetésére, a homokkerék javításai közötti távolság csökkentésére és a homokkerék javításának minőségének javítására használják; Használjon kiváló minőségű gyémántfűrészlapokat és CBN homokkerekeket, hogy biztosítsa a megmunkálási pontosság következetességét nagyszabású gyártáshoz.
(3) A szögkontaktus golyóscsapágyak jó gyártójának kovácsolással, mély megmunkálással vagy nagy pontosságú hideghengerléssel csökkentenie kell a csiszolási kapacitást, továbbá további hűtést és hidegen préselést kell végeznie minden folyamatáramlás közepén a csiszolási feszültség eltávolítása és a hátrányok megelőzése érdekében, mint például a túlzott vágási sebesség által okozott csiszolási égések és repedések, ezáltal javítva a gyártási és feldolgozási pontosságot és a felületi minőséget.
(4) A szögkontaktus golyóscsapágyak jó gyártóinak figyelmet kell fordítaniuk a fontos alkatrészek gyártási és gyártási szintjének javítására, mint például a flip testek és a golyóscsapágyak. Különösen nagy pontosságú hengergörgők és kúpos hengerek esetében automatikus gyártósorokat kell alkalmazni. A nagy pontosságú görgőknek alaposan sima és törékenyeknek kell lenniük.
(5) A szögkontaktus golyóscsapágyak jó gyártóinak figyelmet kell fordítaniuk a megmunkálási folyamatra. A hőmérséklet-szabályozásra, az állandó páratartalomra, a rezgéscsökkentésre és a tisztításra vonatkozó szigorú előírásoknak megfelelően a gyártási és feldolgozási helyiségkörnyezeti berendezések alapvető építését vagy felújítását kell elvégezni.
(6) A szögkontaktus golyóscsapágyak jó gyártójának teljes mértékben meg kell testesítenie a "megragadás és öröklés" jellemzőjét a nagy pontosságú alkatrészek gyártása és gyártása során, javítania kell a személyzet műszaki képzését és gyakorlati tapasztalatfelhalmozását, szigorúan meg kell szerveznie a gyártási folyamatot és a feldolgozási technológiát, meg kell erősítenie a minőségbiztosítási rendszert, és következetessé kell tennie a "mobil szoftvert" és a "hardver konfigurációt", így a kiváló hardverkonfiguráció elsősorban nagyobb hatékonyságot mutat.










