

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

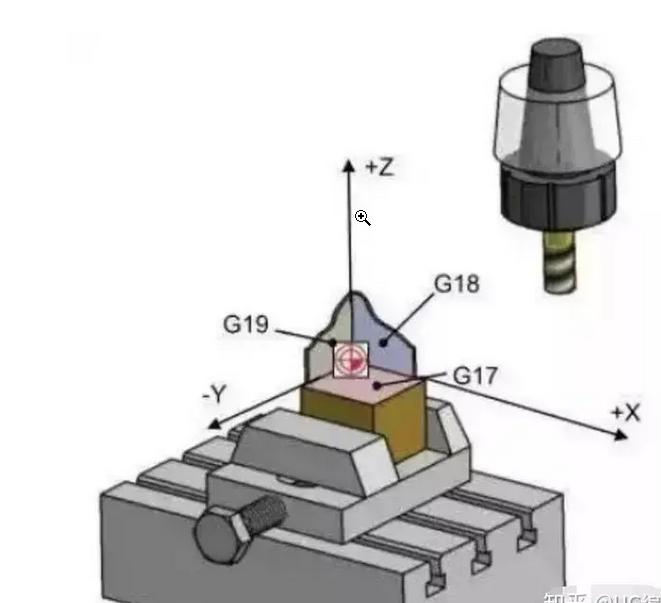
1,Bevezetés a programozási módszerek: A CNC szerszámgép egy olyan típusú szerszámgép, amely támaszkodik a digitális vezérlőrendszer, hogy automatikusan szabályozza a mechanikus mozgás és a folyamat alkatrészek. CNC szerszámgépeknél programutasítások kerülnek bevitelre, amelyek lehetővé teszik a gép számára, hogy megmunkálási műveleteket végezzen a munkadarabon. A CNC szerszámgépek programozására számos módszer létezik, de a leggyakrabban használt a háromtengelyes programozási módszer. A háromtengelyes vezérlés a feldolgozott munkadarab helyzetének és formájának vezérlését jelenti a CNC gépágy három irányú mozgásának vezérlésével. A három tengely X, Y és Z. Az X tengely a munkadarab ágyán lévő mozgási irányt, az Y tengely a bal és jobb irányt, a Z tengely pedig a fel és le irányt jelenti. 2,Programozási lépés utasítások: 1. nulla művelet Programozás előtt, meg kell végezni a nulla műveletet, ami azt jelenti, hogy a koordináta tengely a CNC szerszámgép visszatér a kezdeti állapotba. 2. Általában két módon választhatunk koordinátarendszert CNC szerszámgépekhez: abszolút koordinátarendszer és relatív koordinátarendszer. Az abszolút koordinátarendszer a megmunkálási helyzetet a szerszámgép munkapadján lévő fix pont alapján számítja ki, mint koordináta eredet. A relatív koordinátarendszer meghatározza a koordináta eredetét a megmunkálás kiindulási pontjával mint referenciaponttal, és ennek alapján kiszámítja a megmunkálási helyzetet. 3. Két interpolációs módszer választható: lineáris interpoláció és kör interpoláció, amelyeket egyenes vonalak és görbék megmunkálására használnak. Közülük az ív interpoláció két irányba tartozik: az óramutató járásával megegyező és az óramutató járásával ellentétes irányba. 4. Írjon egy programot a munkadarab megmunkálási követelményei alapján. A programozásnak a gyors megmunkálási elvét kell követnie, amelyet lassú, durva követ finom, és kicsi követ nagy. Adja be és indítsa el a programot. Adja be az írott programot a CNC szerszámgépbe, és indítsa el a programot. Ne feledje, hogy a programot előre kell dolgozni és ellenőrizni, mielőtt elindul.
3,Programozási óvintézkedések: 1. A program bevitele figyelmet kell fordítani a helyességre a szintaxis formátum és utasítások. (2) A koordináták és a szerszámhossz kompenzálásakor azokat a szerszámgép gyártója által előírt előírásoknak megfelelően kell beállítani. (3) A bonyolultabb feldolgozáshoz többszörös próbavágásra van szükség a paraméterek és kompenzációs értékek meghatározásához, mielőtt hivatalos gyártásba kerülne. (4) A feldolgozás során megfigyelést kell végezni a feldolgozási paraméterek időben történő beállítása érdekében. (5) A program megkezdése előtt biztonsági intézkedéseket és ellenőrzéseket kell tenni a feldolgozás során történő biztonság biztosítása érdekében.
Röviden, a CNC szerszámgép programozás fontos műszaki tevékenység, amely bizonyos ismeretekben való jártasságot igényel, csak a gyakorlat teszi tökéletessé, és a folyamatos gyakorlat és tapasztalatösszefoglalás képes magasabb minőségű programokat írni. Remélem, a fenti tartalom mindenki számára hasznos.










