

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

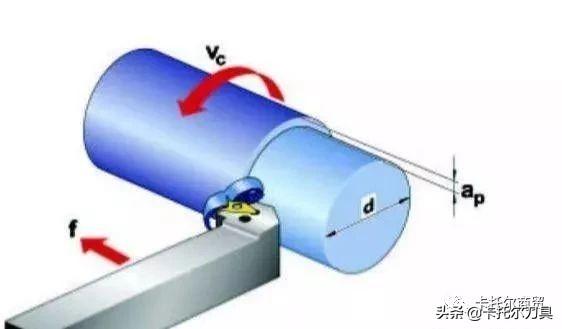
Az esztergálás olyan megmunkálási módszer, amely speciális formájú vágóéleket használ a munkadarab forgatására. A munkadarab általában forgó mozgáson megy keresztül, míg egyetlen forgácsolóél szerszáma a megmunkálási felület mentén mozog. A fúrással és marással összehasonlítva az esztergálás a leggyakoribb megmunkálási módszer a modern megmunkálásban. Manapság az esztergálás problémája egyszerűen a forgácsok összetételére és a feldolgozás költségére korlátozódik. Az esztergáló forgácsok áramlási iránya és forgács törése ellenőrizhető, ami nem csak a vágott anyag eltávolítását jelenti a megmunkálási területről, hanem a forgácsoknak ellenőrzött módon kell törniük, és a vágási folyamat által keletkezett forgácsolási hőt a lehető legnagyobb mértékben el kell vinniük.
1,Az esztergálás fajtái
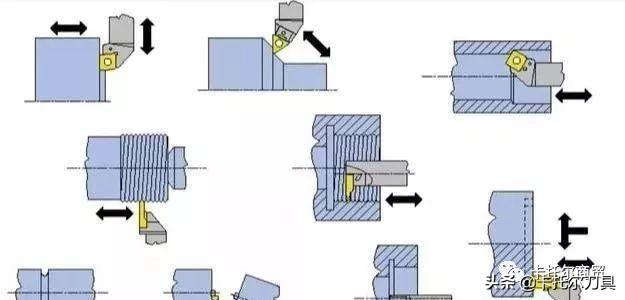
2,Lyukfeldolgozás

3,A furatfeldolgozás változatossága

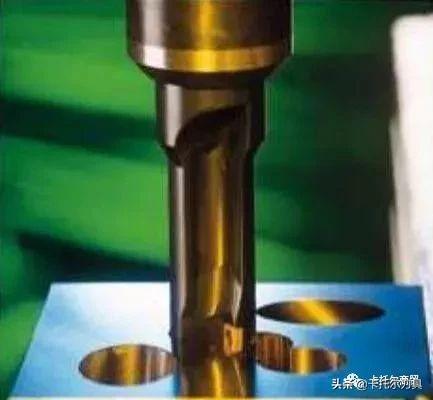
4,Marás
A marás egy olyan megmunkálási módszer is, amely magában foglalja a fém mozgással történő fokozott vágását. A szerszám forog, miközben az általános munkadarabot egyenes vonalban táplálják a szerszám felé. Bizonyos esetekben a munkadarab rögzített és forgó szerszámhoz ragaszkodik az oldalsó lineáris előtoláshoz. A marószerszámok több vágóéllel rendelkeznek, amelyek folyamatosan vághatnak bizonyos mennyiségű anyagot. Két vagy több vágóél együtt vágja az anyagot, így a szerszám bizonyos mélységig vágja az anyagot a munkadarabon. A durva megmunkálást a vágott forgács mennyisége jellemzi, a durva megmunkálás során nagy előtolást és maximális forgácsolási mélységet választanak ki, hogy rövid idő alatt minél több forgács vágjon. A durva megmunkálás nem igényli a munkadarab magas felületi minőségét. A precíziós megmunkálás során a legfontosabb szempont a munkadarab felületi minősége, nem pedig a forgácsok mennyisége. A precíziós megmunkáláshoz általában kis forgácsolási mélységeket használnak. Ha meg szeretné tanulni UG programozást, akkor a 45867470 QQ csoportba tartozó tananyagokat kaphat. A szerszám másodlagos forgácsolóélének speciális formája van. Az alkalmazott szerszámgép, a vágási módszerek, az adatok és a kiválasztott szabványos marómaró alapján a felületi minőség kiváló körülmények között és akár hatótávolság is elérheti a Ra1,6 µm-t.

5,A marás fajtája
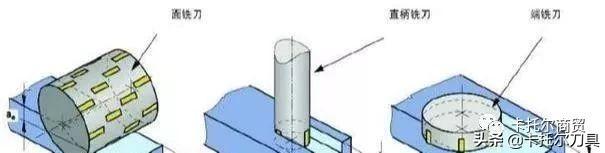

6,Arcmarás
Meghatározás: feldolgozó sík. Az arcmarás a leggyakrabban használt marástípus, amelyet a szerszámfelülettel párhuzamos marási síkokhoz használnak. A marómarókat gyakran telepítik az orsóra. A végfelület marási eljárás bizonyos átmérőjű vágószerszámokat használhat a munkadarab együttes megmunkálásához, valamint olyan marómarókat is használhat, amelyek átmérőjűek a munkadarab megmunkálásának befejezéséhez több ütést igényelnek.
7,Végmarás
Meghatározás: Körülbelül 90 lépcsőfokú felület feldolgozása. Ez a fajta marás némileg hasonlít a homlokmaráshoz, de a körüli forgácsolóél szöge döntő szerepet játszik. Ha a megmunkálandó munkadarab egy bizonyos részének 90 válla van, csak ilyen típusú szerszám használható. A szerszám oldalfelülete (fő eltérési szög) párhuzamos a forgási tengellyel. Ezt a marást gyakran használják lépcsőmaráshoz, váll maráshoz vagy végmaráshoz.

8,Profilmarás
Meghatározás: Szabad formájú felület feldolgozása (ívelt felület)

9,Groove csere esztergáláshoz, fúráshoz és precíziós fúráshoz indexálható betétek
10,A horony alakú marás indexálható lapkák cseréje
Suzhou Cator, más néven Suzhou Cator Trading Co., Ltd., 2000-ben alakult, egy kereskedelmi cég, amely fémvágó szerszámok és szerszámgép rögzítések importjára specializálódott.

Alapításának kezdetén egymást követően első szintű ügynököket szerzett Kínában a Kyocera, a TOSG, az OSG, a MITSUBISHI MATERIALS, a YAMAWA és a SUMITOMO termékeire.
Haver, miután elolvastad ezt a cikket, szerinted van értelme? Vagy van más véleményed is? Üdvözöljük az alábbi kommenteket és élvezzük saját véleményeit és kommenteket! Továbbíthatod a társadalmi körednek is, hogy lásd, hogyan állnak a nézeteik?










