

1. A CNC megmunkáló munkadarabot nem tisztítjuk, és nincsenek antioxidációs intézkedések. A megmunkálási folyamat során az alkatrészek elkerülhetetlenül érintkeznek a hűtőfolyadék-állomány oldattal, a levegővel és a vízzel. E tényezők hatásával a munkadarab felületén fehér oxidfoltok keletkeznek. A hűtőfolyadék-állomány oldat, a víz és a levegő három tényezőjének a fehér oxidfoltok keletkezésére gyakorolt hatásának elemzésére ortogonális tesztet használunk. A szintet igen, illetve nemként határozzuk meg. 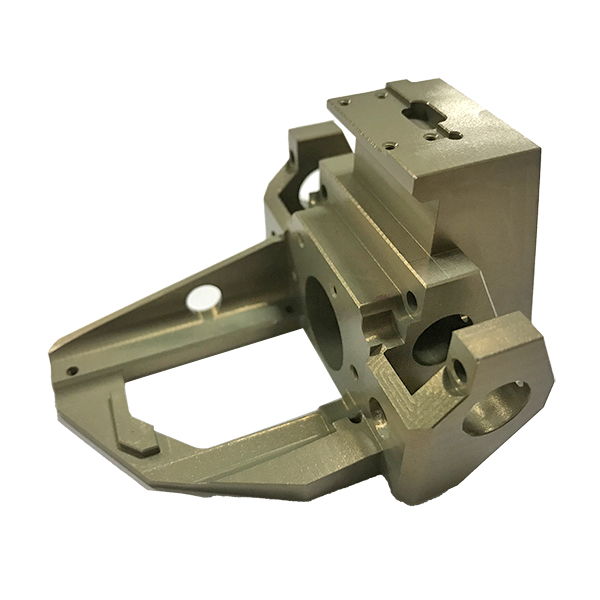 A hűtőfolyadék-állomány oldatot és vízcseppeket a munkadarab felületére helyezzük, a levegőt vazelin alkalmazásával izoláljuk. A vizsgálati idő 13 nap (az alkatrész külső méreteinek feldolgozási ciklusa körülbelül 13 nap). Az eredmények azt mutatják, hogy a felületi oxidációs korrózió a hűtőfolyadék állomány oldat és a levegő hatására keletkezik, ami azt eredményezi, hogy az alkatrészek nem felelnek meg a felületkezelési követelményeknek. Ezért a munkadarab nem tisztítva, és nincs antioxidációs intézkedés az egyik oka az alkatrészgyártás alacsony minősített sebességének. 2. Szerszámtechnikai berendezések hiánya A csapat következtetésének ellenőrzése érdekében a vizsgálati folyamat során 3 másik terméket speciális polírozó berendezéssel próbáltunk-gyártottunk és feldolgoztunk, és megszámoltuk a selejtezési sebességet. Miután összehasonlítottuk a vizsgált termék selejtezési sebességét ezen alkatrész selejtezési sebességével, megállapították, hogy a selejtezési sebesség közel 8-szor különbözött. Ezért a polírozó berendezések hiánya egy másik oka a termék magas selejtezési sebességének A hagyományos polírozási módszer a munkadarabot a forgó berendezésre szereljük, és az alkatrész külső körét csiszolópapírral nyomjuk meg a polírozáshoz. A hagyományos polírozási módszernek megvannak az egyszerű működés és a jó gazdaságosság előnyei. Széles körben alkalmazzák a megmunkálóiparban. Hiányosságai nyilvánvalóak, mint például: a polírozási erő nem állandó, az előtolás nem folyamatos, és az alkatrészek polírozási hatékonysága alacsony. A hagyományos polírozási módszerből szerszámtervezési ötleteket keresünk, és megtartjuk az előnyöket. A polírozási pontokat kivonjuk, többek között: polírozási érintkezési felület (kézi csiszolópapír), polírozási erő (karnyomás generált), takarmánymennyiség (tenyérmozgás). Az általános polírozási szerszámkészlet sikeresen megtervezésre Ez a szerszámszerszám a polírozó berendezés szerszámtartójára telepíthető, és a berendezés eredeti funkciója kombinálható az egységes takarmány elérése érdekében. Ugyanakkor a polírozó berendezések csiszolási alkatrészeinek elkerülése érdekében, polytetrafluoroethylene lágyabb anyaggal, erősebb szívóssággal és magas hőmérséklet ellenállással rendelkező anyagot választottunk ki a polírozófej anyagául. A polírozó csiszolópapírhoz egy bizonyos típusú polírozócsiszolópapírt választottunk lágyabb textúrával és ragasztós hátlappal. A tényleges felhasználás az alkatrészek polírozási módjának optimalizálásával javítja az alkatrészek megmunkálási áthaladási sebességét. Az általános polírozó szerszám kialakítása ennek a projektnek a fő csúcspontja. Ez a szerszám hatékonyan megoldja az állandó polírozási erő, a szakadt betáplálás és az alacsony polírozási hatékonyság problémáit a hagyományos polírozási módszerben. Alapot és referencia tapasztalatot nyújt más precíziós tengelyalkatrészek feldolgozásához a jövőben.
A hűtőfolyadék-állomány oldatot és vízcseppeket a munkadarab felületére helyezzük, a levegőt vazelin alkalmazásával izoláljuk. A vizsgálati idő 13 nap (az alkatrész külső méreteinek feldolgozási ciklusa körülbelül 13 nap). Az eredmények azt mutatják, hogy a felületi oxidációs korrózió a hűtőfolyadék állomány oldat és a levegő hatására keletkezik, ami azt eredményezi, hogy az alkatrészek nem felelnek meg a felületkezelési követelményeknek. Ezért a munkadarab nem tisztítva, és nincs antioxidációs intézkedés az egyik oka az alkatrészgyártás alacsony minősített sebességének. 2. Szerszámtechnikai berendezések hiánya A csapat következtetésének ellenőrzése érdekében a vizsgálati folyamat során 3 másik terméket speciális polírozó berendezéssel próbáltunk-gyártottunk és feldolgoztunk, és megszámoltuk a selejtezési sebességet. Miután összehasonlítottuk a vizsgált termék selejtezési sebességét ezen alkatrész selejtezési sebességével, megállapították, hogy a selejtezési sebesség közel 8-szor különbözött. Ezért a polírozó berendezések hiánya egy másik oka a termék magas selejtezési sebességének A hagyományos polírozási módszer a munkadarabot a forgó berendezésre szereljük, és az alkatrész külső körét csiszolópapírral nyomjuk meg a polírozáshoz. A hagyományos polírozási módszernek megvannak az egyszerű működés és a jó gazdaságosság előnyei. Széles körben alkalmazzák a megmunkálóiparban. Hiányosságai nyilvánvalóak, mint például: a polírozási erő nem állandó, az előtolás nem folyamatos, és az alkatrészek polírozási hatékonysága alacsony. A hagyományos polírozási módszerből szerszámtervezési ötleteket keresünk, és megtartjuk az előnyöket. A polírozási pontokat kivonjuk, többek között: polírozási érintkezési felület (kézi csiszolópapír), polírozási erő (karnyomás generált), takarmánymennyiség (tenyérmozgás). Az általános polírozási szerszámkészlet sikeresen megtervezésre Ez a szerszámszerszám a polírozó berendezés szerszámtartójára telepíthető, és a berendezés eredeti funkciója kombinálható az egységes takarmány elérése érdekében. Ugyanakkor a polírozó berendezések csiszolási alkatrészeinek elkerülése érdekében, polytetrafluoroethylene lágyabb anyaggal, erősebb szívóssággal és magas hőmérséklet ellenállással rendelkező anyagot választottunk ki a polírozófej anyagául. A polírozó csiszolópapírhoz egy bizonyos típusú polírozócsiszolópapírt választottunk lágyabb textúrával és ragasztós hátlappal. A tényleges felhasználás az alkatrészek polírozási módjának optimalizálásával javítja az alkatrészek megmunkálási áthaladási sebességét. Az általános polírozó szerszám kialakítása ennek a projektnek a fő csúcspontja. Ez a szerszám hatékonyan megoldja az állandó polírozási erő, a szakadt betáplálás és az alacsony polírozási hatékonyság problémáit a hagyományos polírozási módszerben. Alapot és referencia tapasztalatot nyújt más precíziós tengelyalkatrészek feldolgozásához a jövőben.
Helló! Üdvözöljük az EMAR cég honlapján!
 Hungarian
Hungarian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque









