English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

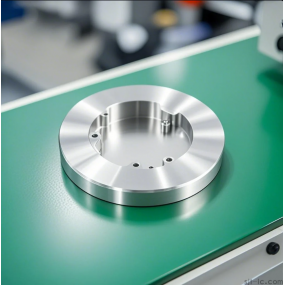
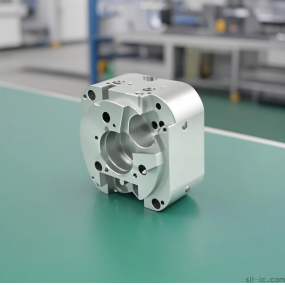
Mindennapjainkban az alumínium ötvözet héj alkalmazása még mindig nagyon széles, mint a mobil táphéj, kamera héj, járművezérlő héj, jelfokozó héj, tápdoboz héj, digitális héj, árnyékoló doboz héj... stb. A legtöbben alumíniumötvözet héjat használnak. Az alumíniumötvözet termékek az elektronikai iparág egyik fő termékévé váltak. Az alumíniumötvözet anyagokból készült különböző héjak széles körben használják az elektronikai iparban a kényelmes feldolgozásuk, a nagy rugalmasságuk és a magas minőségük miatt, ami hatékonyan javíthatja a termékek hozzáadott értékét. Ezek általában az alumínium profil héj feldolgozás és az alumínium die-casting héj feldolgozás. Tehát mik az alumínium profil héj feldolgozás jellemzői? A lemezfeldolgozó gyártó kis kiadása bemutatja Önnek.
 Az alumínium profilhéj feldolgozás jellemzői:
Az alumínium profilhéj feldolgozás jellemzői:
1. Az alumínium jó elektromos és hővezető képességgel rendelkezik, csak az ezüst, a réz és az arany után.
Az alacsony sűrűségű alumínium és alumínium ötvözetek sűrűsége közel 2,7 g/h, ami körülbelül egyharmada a vasnak vagy a réznek.
3. Könnyen kezelhető. Bizonyos ötvöző elemek hozzáadása után kiemelkedő kovácsolási funkcióval rendelkező kovácsolt alumínium ötvözetek vagy jó feldolgozási plasztikussággal rendelkező deformált alumínium ötvözetek kaphatók.
4. A nagy szilárdságú alumínium és alumínium ötvözetek nagy szilárdsággal rendelkeznek. Bizonyos fokú hidegmunka után a mátrix szilárdsága megerősíthető, és néhány alumínium ötvözet hőkezeléssel is megerősíthető.
Alumínium szekrény feldolgozásának követelményei:
1. A projekt hátsó részén a projektek számának befolyásolása nélkül a lehető legfeljebb lyukasztáshoz, még a nagy számú lyukasztást tartalmazó termékeknél is egy további projekt hátsó lyukasztásnak tekinthető.
2, az alumínium anyag puha, és a penész könnyebb blokkolni az anyagot, így a forma kialakításakor, hogy a szakadékot helyezze el, helyénvaló a kétoldalú anyag vastagságának 10% -át helyezni.
3. Az alumínium profilok feldolgozása és hajlítása során a hajlítás során könnyen keletkeznek alumínium forgácsok, ami karcolásokat, bemélyedéseket okozhat. Az alumínium alapanyagot PE fóliával kell beilleszteni. Hengerek és galvanizálás esetén a formázótömböt kell csiszolni és kemény krómmal bevonni.
4. Az alumínium anyag törékenysége miatt könnyű felrepedni, főleg hajtogatásgátló esetén, ezért próbálja meg, hogy ne készítse el a présvonalat. Még ha igen, tegye szélesebbé és sekélyebbé a présvonalat.
5. Minden alumínium alkatrészt lassú dróttal kell vágni, hogy megakadályozzák a burrok és a simán kiürítést. Az alumínium alkatrészek hajlamosak a magas hőmérsékletre, ezért a lyukasztás keménysége 60 felett, legalább SKD11 anyag vagy annál nagyobb legyen, és nem engedélyezett D2 vagy más rossz minőségű lyukasztás.
6, a bélyegzési alkatrészek anod feldolgozásához, mint például a laposítás, laposítási folyamat 180, a termék nem lehet teljesen préselni, teljesen préselve savas jelenséget eredményez, el kell hagyni 0.2-0 varrás, hogy a sav időben kiáradjon, így ebben a folyamatban meg kell tenni, és a határblokk kalibráció magasabb, mint a penész.