

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Berapa banyak yang Anda ketahui tentang teknologi desain industri? Teknologi stempel logam dan stempel dingin biasanya digunakan untuk memproses lembaran logam menjadi bentuk kongaw rendah atau profil lengkung. Ini memiliki karakteristik kecepatan proses cepat dan akurasi tinggi. Ini dapat digunakan untuk menghasilkan berbagai produk sehari-hari, dari tubuh mobil ke palet logam.
Biaya proses tinggi, biaya mold tinggi, dan biaya unit rendah sampai tengah
Aplikasi Tipik: Automotive, Consumer Products, Furniture
Aplikasi · Produsi skala besar
Kualitas memproses · Kualitas tinggi, bengkok tepat
Proses terhubung: Lukisan dalam, berputar logam, membentuk bengkok
Siklus memproses · Siklus pendek (1 detik sampai 1 menit)

Proses Perkenalan: stamping logam adalah metode proyeksi logam yang berdasarkan deformasi plastik logam. Ia menggunakan bentuk dan peralatan stempel untuk menerapkan tekanan pada logam lembar, menyebabkan deformasi plastik atau pemisahan logam lembar, dengan itu mendapatkan bagian (bagian stempel) dengan bentuk, ukuran, dan properti tertentu. Teknologi stamping bermain peran penting dalam proses produksi tubuh mobil.
Pencetak logam dapat digunakan untuk memproses bentuk logam kongkif rendah, dan keperluan proses untuk bentuk bentuk adalah relatif tinggi, dan proses ini hanya cocok untuk produksi skala besar. Proses ini memiliki presisi tinggi dalam proses dan tidak ada perubahan signifikan dalam tebal materi. Ketika nisbah antara kedalaman dan diameter menurun, proses mesinannya sangat mirip dengan gambar dalam, dan kedua proses mesinannya tidak mengurangi kelebihan materi secara signifikan.
Produsi massa bagian membutuhkan penggunaan komprensif dari proses pembentukan dan memotong berbilang berdasarkan alat progresif. Seri bentuk penting dalam proses cepat. Dalam proses mesinan bagian, kadang-kadang operasi kedua diperlukan pada bagian yang sebelumnya terbentuk. Beberapa bagian mungkin membutuhkan 5 atau lebih operasi, yang mencerminkan jumlah proses yang terlibat. Proses ini dapat memproses lembaran logam menjadi bentuk silindrik, konikal, dan hemisferis. Kombinasi sering stempel dan tekanan dalam proses menyediakan jangkauan luas pilihan untuk seluruh desain, seperti ketika mesinan pinggir flange, hub asimetris, dan bentuk dengan perforasi, karakteristik yang berbeda dari proses ini jelas.
Deskripsi Teknik 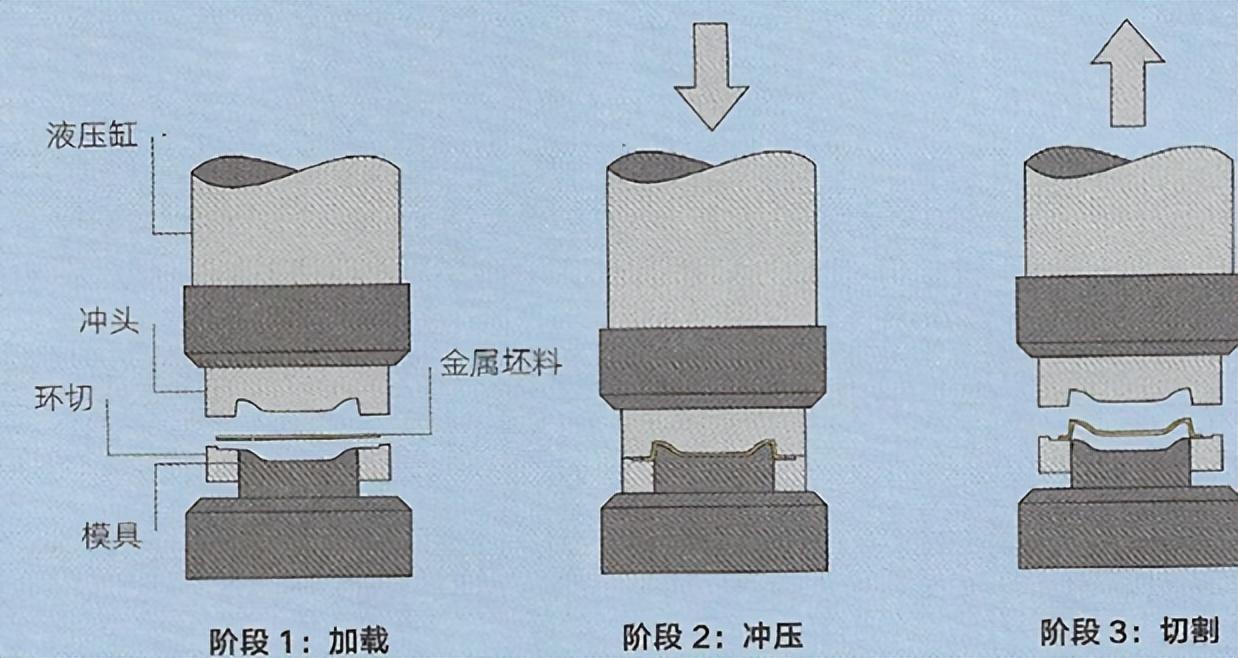
Proses spesifik stempel logam pada tekan punch adalah untuk mengirim tenaga ke punch melalui silinder hidraulik atau perangkat mekanik (seperti tekan kamera). Secara umum, silinder hidraulik dipilih karena tekanan mereka disebarkan secara evenly sepanjang seluruh siklus stempel, dan yang menggunakan perangkat mekanik juga memiliki tempat di industri memproses logam.
Punch dan bentuk spesialisasi dan umumnya hanya melakukan satu operasi bentuk atau pukulan. Dalam operasi, bilet logam biasanya dimuatkan ke bangku kerja. Kemudian tekan pukulan dan selesaikan proses bentuk bagian dalam satu pukulan.
Setelah bentuknya selesai, penari penari bergerak ke atas dan mendorong keluar bagian, di mana bagian itu dibuang. Kadang-kadang pembentukan bagian adalah proses terus menerus, dan setelah memproses, juga melalui proses stempel. Ini biasanya dikenal sebagai proses pembentukan terus menerus.
Dalam kondisi proses ini, bagian logam yang diproses diproses ke tahap proses berikutnya. Proses ini dapat dilakukan secara manual atau melalui trek transfer. Kebanyakan sistem adalah otomatis dan mempertahankan kecepatan proses tinggi. Langkah berikutnya mungkin melibatkan proses tekanan, stempel, curling, atau proses sekunder lainnya.
Aplikasi tipis proses stempel sangat luas. Kebanyakan teknik proses logam skala besar di industri mobil adalah stempel atau ekstrusi, termasuk tubuh, garis pintu, dan pinggiran.
Proses ini digunakan untuk memproses tubuh kamera logam, ponsel, kotak TV, peralatan rumah tangga, dan pemain MP3. Peralatan dapur dan kantor, alat, dan pisau juga menggunakan proses ini. Bentuk luar dan struktur internal bagian dapat diproses menggunakan proses ini.
Produsi batch kecil dari bagian yang menggunakan proses terkait dicapai melalui proses logam lembar, putaran logam, atau membentuk bengkok. Proses ini dapat menghasilkan bentuk yang mirip dengan stempel logam, tetapi membutuhkan keterampilan pekerjaan tinggi.
Meskipun proses pencetak dan gambar dalam sama, masih ada perbedaan yang signifikan. Ketika kedalaman bagian lebih besar dari 1/2 diameter, bagian harus dipenjara dan tebal dinding dikurangi. Ini membutuhkan operasi perlahan-lahan dan perlahan untuk menghindari pengeluaran berlebihan dan merobek bahan.
Bentuk superplastik dapat menghasilkan bagian yang lebih besar dan lebih dalam menggunakan operasi sederhana. Namun, proses ini terbatas pada aluminum, magnesium, dan titanium karena membutuhkan bahan untuk memiliki superplasticitas.
Profil logam yang terbentuk dengan kualitas proses menggabungkan duktilitas dan kekuatan bahan logam bagian-bagian, meningkatkan ketat dan kecerahan.
Jika keperluan efek permukaan tidak terlalu ketat, bagian-bagian hanya perlu sedikit deburred setelah deformasi. Ledakan pasir digunakan untuk mengurangi kekasaran permukaan. Bagian-bagian juga dapat diproses lebih lanjut melalui penyamaran bubuk, lukisan menyemprot, atau elektroplating.
Kesempatan desain merujuk metode untuk cepat dan akurat memproduksi bentuk kongsi rendah-rendah menggunakan lembar logam. Teknik ini dapat digunakan untuk lingkaran, kuadrat, dan poligon.
Bagian dinding tipis dapat diperkuat dengan menambah tulang rusuk, yang juga dapat mengurangi berat badan dan biaya proses. Pilih bentuk yang sesuai dapat memproses profil dengan lengkung komposit dan permukaan kompleks. Proses yang sama untuk menyelesaikan tugas ini adalah proses logam lembaran, tetapi membutuhkan pekerja dengan keterampilan teknis tinggi. Bentuk lembut dapat diterapkan pada proses logam lembaran dan stempel logam. Salah satu sisi bentuk ini dibuat dari karet yang kuat, yang dapat melaksanakan tekanan yang cukup untuk membentuk logam kosong pada pukulan.
Pertimbangan desain: Proses stamping dilakukan pada paksi vertikal. Oleh karena itu, sudut konkub terbentuk dalam stempel kedua. Tanda kedua termasuk deformasi tekanan, pemotongan ekstensi, dan curling.
Operasi stamping pertama hanya dapat mengurangi diameter bahan yang cacat dengan 30%. Operasi terus menerus dapat mengurangi diameter dengan 20%. Ini berarti bahwa proses beberapa bagian membutuhkan jumlah tertentu stempel terus menerus.
Dalam teknologi gambar dalam, prosesnya sering terbatas oleh kapasitas mesin mesin. Ukuran tempat tidur mesin menentukan ukuran billet, dan stroke menentukan panjang penambahan. Siklus proses ditentukan oleh stroke dan kompleksitas bagian-bagian.
Ketebusan baja stainless terstempel berlayar dari 0,4 hingga 2 mm, dan mungkin untuk memproses sampai 6 mm plat tebal, tetapi itu terkena oleh bentuk.
Banyak lembaran logam dapat diproses melalui proses ini, seperti baja karbon, baja stainless, aluminium, magnesium, mangkuk, tembaga, brass, dan zink.
Biaya proses relatif tinggi karena kebutuhan untuk bentuk logam kuat tinggi selama proses. Bentuk karet semi rigid memiliki biaya yang lebih rendah, tetapi masih membutuhkan peralatan logam satu sisi dan hanya cocok untuk produksi skala kecil.
Siklus proses sangat pendek, dan 1 sampai 100 bagian dapat diproses dalam 1 menit. Mengganti dan mengatur bentuk membutuhkan waktu tertentu.
Biaya pekerjaan relatif rendah karena tingkat tinggi otomatisasi. Polishing akan meningkatkan biaya pekerjaan.
Semua bahan sampah dapat diulang karena dampak lingkungan. Teknologi stempel logam dapat digunakan untuk menghasilkan barang yang bertahan.



