

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Proses logam lembaran kerja dingin adalah proses memotong, membentuk, menghubungkan, dan proses lainnya di sekitar materi prima seperti lembaran, profil, dan pipa. Ia memiliki karakteristik dan karakteristik proyeksi sendiri, sehingga membentuk konten proyeksi kerja unik, proses produksi, dan standar operasi.
Konten pekerjaan spesifik dari proses logam lembaran berhubungan dengan struktur dan kompleksitas komponen logam lembaran. Secara umum, isi pekerjaannya dan langkah-langkah terutama termasuk berikut.
Mengerti lukisan bagian logam lembar adalah syarat-syarat untuk proses logam lembar hanya dengan memahami lukisan bagian kita dapat lebih lanjut menganalisis dan menjelaskan struktur bagian-bagian, memahami bentuk, komposisi, dimensi, dan keperluan teknis relevan komponen, dan melanjutkan proses berikutnya. Lukisan bagian logam lembar bukan hanya dasar untuk memproses, tetapi juga dasar untuk inspeksi produk, dan adalah dokumen teknis penting dalam produksi.
Setsetemengamengamengamengamengamengamengadan memimemiproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseproseyang yang, menemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemenemeneradidari dari dari dari dari dari dari dari dari dari dari dari dari dari terterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterterteratau model inspeksi dari semua atau sebagian dari bagian-bagian yang diseret dengan akurat pada nisbah 1:1 yang diperlukan dalam proses produk. Penghapusan dan layout adalah proses pertama dari proses memproses logam lembaran, dan pada dasarnya, itu juga salah satu isi kerja dari formulasi spesifikasi proses (dokumen proses yang spesifikasikan proses memproduksi dan metode operasi komponen logam lembaran).
Persiapan spesifikasi proses milik persiapan teknologi produksi komponen logam lembaran, yang secara umum diselesaikan oleh insinyur dan staf teknis. Namun, di industri dan perusahaan yang berbeda skala, persiapan spesifikasi proses mungkin sedikit berbeda tergantung pada kompleksitas komponen, atau mungkin ada situasi di mana teknisi logam lembaran dingin atau pekerja logam lembaran dingin senior bertanggung jawab untuk menyelesaikannya. Biasanya, pekerja logam lembar kerja dingin biasa hanya perlu menyelesaikan tugas menandai (menandai) diagram layout terbuka dari komponen yang diproses, membuat rod sampel, templat, dll. berdasarkan dokumen teknis relevan seperti diagram layout terbuka.
Panorama
3. Produsi dan proses: Berdasarkan dokumen teknologi proses logam lembaran relevan, digunakan berbagai peralatan dan peralatan proses logam lembaran, dan berbagai metode proses (termasuk perawatan panas, perawatan permukaan, dll.) diadopsi untuk memproduksi produk yang memenuhi keperluan gambar bagian logam lembaran.
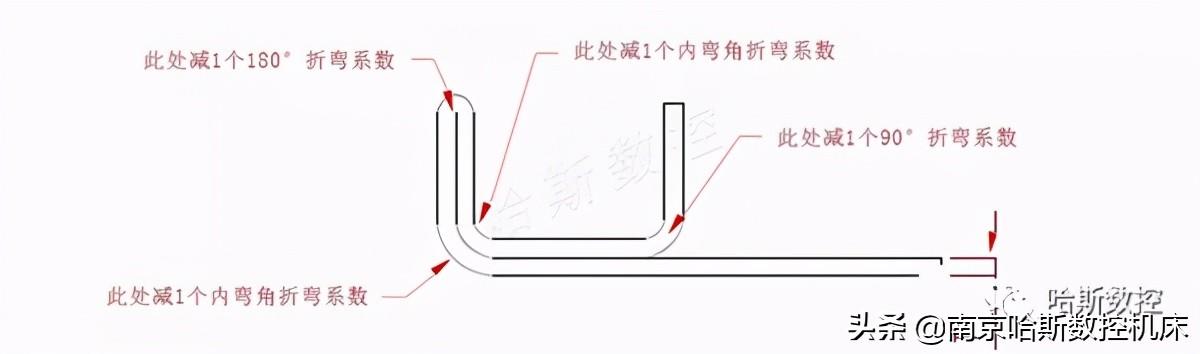
Biasanya, proses produksi dari proses logam lembaran terutama termasuk proses persiapan materi, layout, proses, pemasangan, koneksi, koreksi, dan inspeksi. Persiapan materi terutama merujuk persiapan materi prima dan komponen kosong, termasuk kalkulasi kualitas dari baja dan penerbangan dan penyesuaian. Ketika ukuran bilet lebih besar dari spesifikasi yang diperlukan dari materi prima, pemisahan juga diperlukan, dan pekerjaan persiapan materi termasuk penandaan, memotong, dan koneksi. Bentangan adalah untuk menggambar diagram bentangan berdasarkan gambar mekanik produk, untuk menentukan bentuk dan ukuran sebenarnya bagian atau produk, untuk membuat sampel dan menggunakan sampel untuk menggambar garis proses, berbagai garis posisi, dll. (i.e. menandai) pada materi prima (atau kosong). Pemotongan adalah proses pemisahan bagian atau kosong dari materi prima menggunakan metode seperti pemotongan, pukulan, atau pemotongan gas, berdasarkan bentuk garis yang ditampilkan selama penandaan. Menurut kebutuhan yang berbeda dari bagian-bagian, beberapa kosong masih perlu mengalami stempel dan metode lain melalui bentuk sebelum mereka dapat diproses dan terbentuk. Selama membentuk, dapat dibagi menjadi bengkok membentuk dan menekan membentuk menurut properti yang berbeda, dan dibagi lagi menjadi bentuk kerja dingin dan menekan panas membentuk menurut suhu yang berbeda selama membentuk.
Pemasangan dan koneksi struktur baja melibatkan pemasangan berbagai komponen struktur baja ke bagian atau produk, dan menghubungkannya secara keseluruhan dengan menggunakan penywelding, riveting, bolt koneksi, dan metode lain. Seluruh proses pemasangan struktur baja harus mengalami pemeriksaan kualitas metikus dan ketat untuk mencegah setiap dampak pada kualitas produk yang disebabkan oleh bahan tidak kualifikasi, spesifikasi proses yang salah, atau bagian atau komponen yang tidak memenuhi keperluan toleransi masuk ke pemasangan.
Ketika deformasi ditemukan dalam bagian, komponen, dan produk selama inspeksi, pekerjaan koreksi tertentu biasanya dilakukan, yang juga merupakan karakteristik penting dari teknologi produksi struktur baja.
Akhirnya, untuk meningkatkan anti-korosi, resisten memakai, dekoratif dan fungsi lainnya dari permukaan komponen, komponen yang telah menyelesaikan produksi dan proses sering perlu mengalami pengobatan berikutnya (terutama elektroplating, lukisan, dll.). Untuk memastikan kualitas setiap langkah proses dan produk selesai komponen, sistem inspeksi ketat juga harus dieksploitasi (termasuk inspeksi diri sendiri oleh prosesor sendiri dan inspeksi khusus oleh inspektor dedikasi).
Prosprosealialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialialibenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenbenseperti yang ditunjukkan di grafik aliran di bawah.
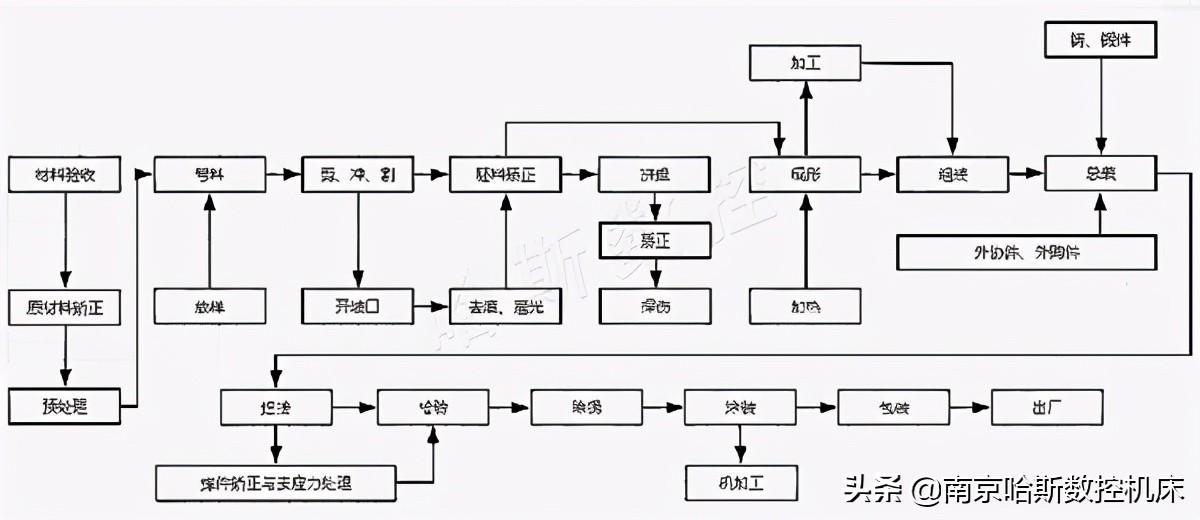 Diagram Proses
Diagram Proses
Aliran proses adalah dokumen teknis yang penting yang memimpin seluruh aliran proses komponen, mengatur dan mengelola produksi dan proses. Untuk proses bagian yang belum selesai di satu workshop atau bahkan di satu pabrik, itu juga dasar penting untuk aliran proses, pembagian pekerjaan dan kerjasama, dan hubungan dan kerjasama antara berbagai workshop.
Karena fakta bahwa aliran proses adalah seluruh rute yang ditentukan untuk setiap komponen dalam komponen dari materi prima sampai selesai seluruh komponen, juga dikenal sebagai rute proses.
Spesifikasi proses untuk proses logam lembar spesifikasikan aliran proses bagian, sementara isi proses spesifik dipandu dan dikendalikan oleh spesifikasi proses.
Spesifikasi proses adalah dokumen teknik yang memimpin proses produksi bagian. Ini dipilih oleh teknisi proses berdasarkan keperluan gambar produk, karakteristik bagian kerja, batch produksi, dan peralatan dan kapasitas produksi yang ada di perusahaan. Setelah analisis komprensif dengan hati-hati dan perbandingan beberapa skema proses yang mungkin, skema proses optimal secara teknis dapat dilakukan dan ekonomis masuk akal. Dalam dokumen teknis, kosong yang digunakan untuk bagian, metode prosesnya, dan dimensi prosesnya spesifik ditentukan; Alam, kuantitas, urutan, dan kebutuhan kualitas setiap proses; Model peralatan dan spesifikasi yang digunakan dalam setiap proses; Bentuk peralatan pemroses (seperti peralatan bantuan, peralatan memotong, mold, dll.) yang digunakan dalam setiap proses; Keperlukan kualitas dan metode inspeksi untuk setiap proses. Secara umum, untuk komponen struktural lembaran logam besar dan kompleks, lembaran logam pekerjaan sering memerlukan kerja sama dari pekerja profesional seperti penywelder dan operator crane. Untuk komponen lembaran logam yang secara langsung diproses menggunakan teknik proses tekanan (seperti tekanan, tekanan hidraulik, dll.), sering disebut sebagai pekerjaan stempel; Untuk teknologi pemroses yang menggunakan penywelding untuk pemasangan komponen, sering disebut sebagai teknologi penywelding, sementara untuk proses pemasangan yang memerlukan proses mekanik dan penywelding, riveting dan teknologi pemroses lainnya, secara langsung disebut sebagai teknologi pemasangan atau teknologi penywelding.
Harus dicatat bahwa spesifikasi proses tidak tetap dan perlu terus-menerus diperbaiki dan sempurna dalam praktek produksi. rasionalitas mereka berbeda bergantung pada perusahaan berbeda, kondisi produksi, dan bahkan tingkat teknis dari operator berbeda. Namun, prinsip umum adalah bahwa persiapan proses proses harus memastikan progresivitas dalam teknologi, feasibilitas dalam proses, dan racionalitas dalam ekonomi, sementara mempertahankan kondisi kerja yang baik.
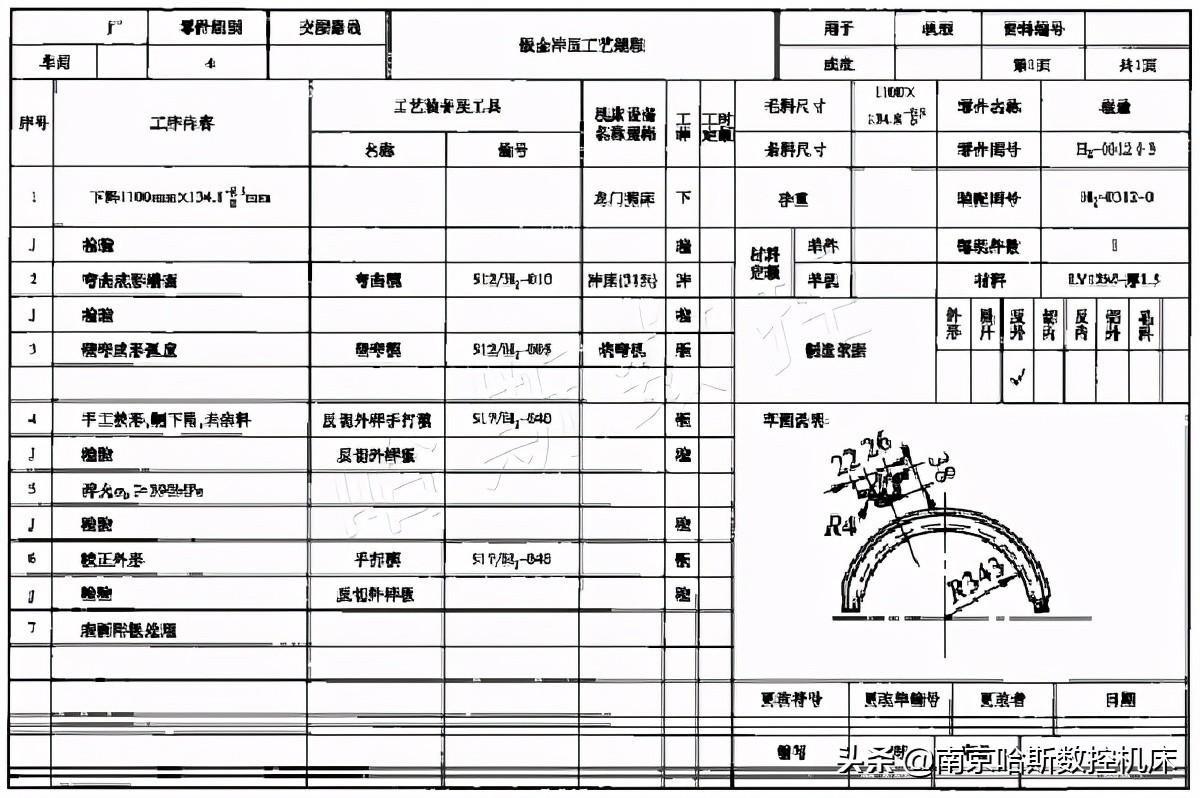
Seperti yang ditunjukkan dalam diagram proses, bagian itu adalah tubuh roda tangan produk sebuah perusahaan tertentu, dibuat dari 2mm tebal LF3-M (5A03). Partik produksi besar, dan diperlukan bahwa setelah bagian terbentuk, tidak ada penentuan jelas tebal materi atau retak setelah inspeksi. Kartu proses memotong dan memotong dalam gambar adalah proses memotong dan memotong. Karena bagian-bagian terutama diselesaikan dengan menggunakan mesin teks dengan bentuk yang sesuai, proses berikutnya disebut proses stempel. Kartu proses stempel dan diagram proses dalam gambar adalah teknologi proses stempel bagian.
Alasan untuk memaksa manajemen kode untuk mold dan alat pengukuran (ukuran, sampel) dalam kartu proses adalah untuk memudahkan produksi dan kebutuhan manajemen teknis mold dan alat pengukuran. Demikian juga, untuk kebutuhan produksi dan manajemen teknik, beberapa perusahaan biasanya mengatur memotong bagian-bagian stamping dan bahan-bahan lainnya sebagai workshop independen, dan manual operasi stamping mereka juga disebut kolektif sebagai kartu memotong. Beberapa perusahaan, berdasarkan karakteristik mereka sendiri, dapat mengintegrasikan potongan bagian stempel dengan workshop stempel, dan dalam kasus ini, kartu pemotong dan kartu stempel juga dapat digabung menjadi satu.
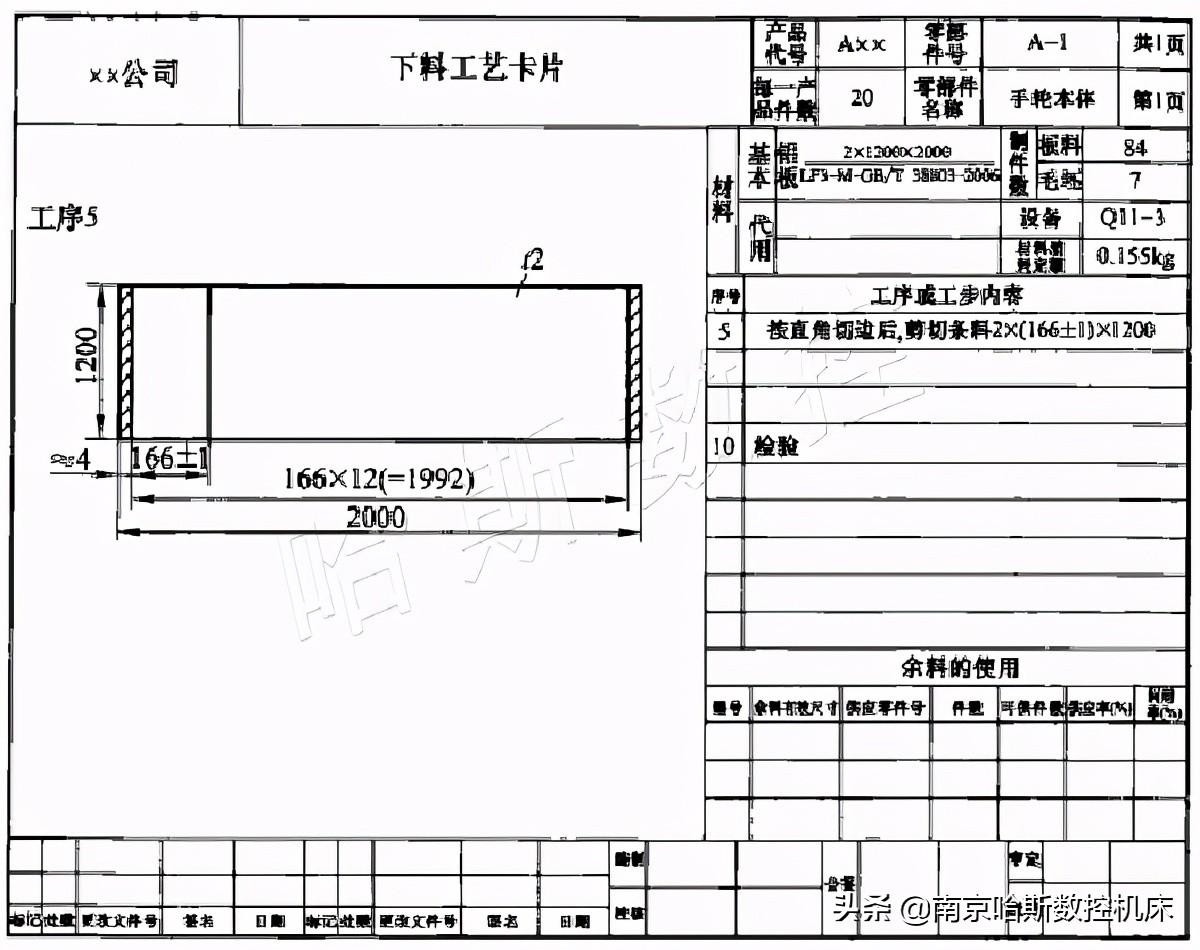 Kartu Proses Memotong
Kartu Proses Memotong
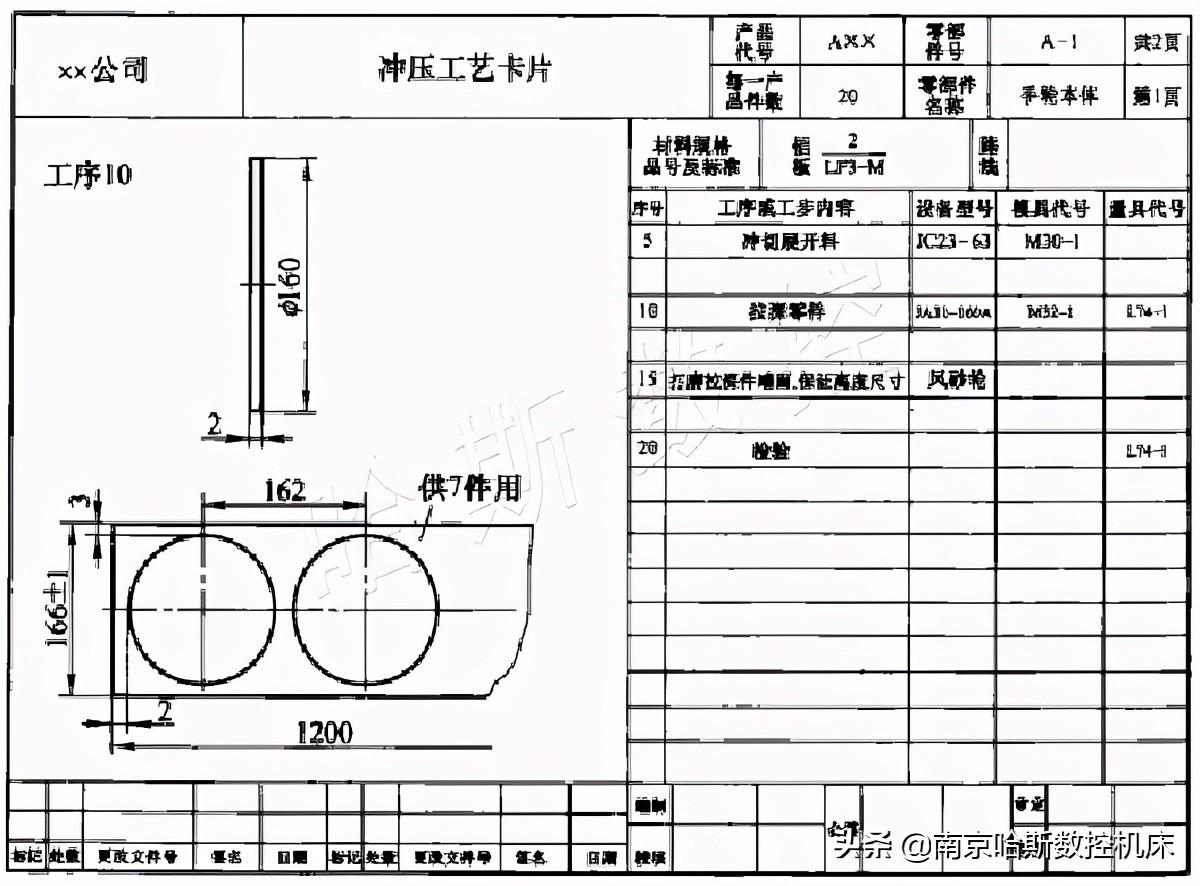 Kartu Proses Stamping
Kartu Proses Stamping
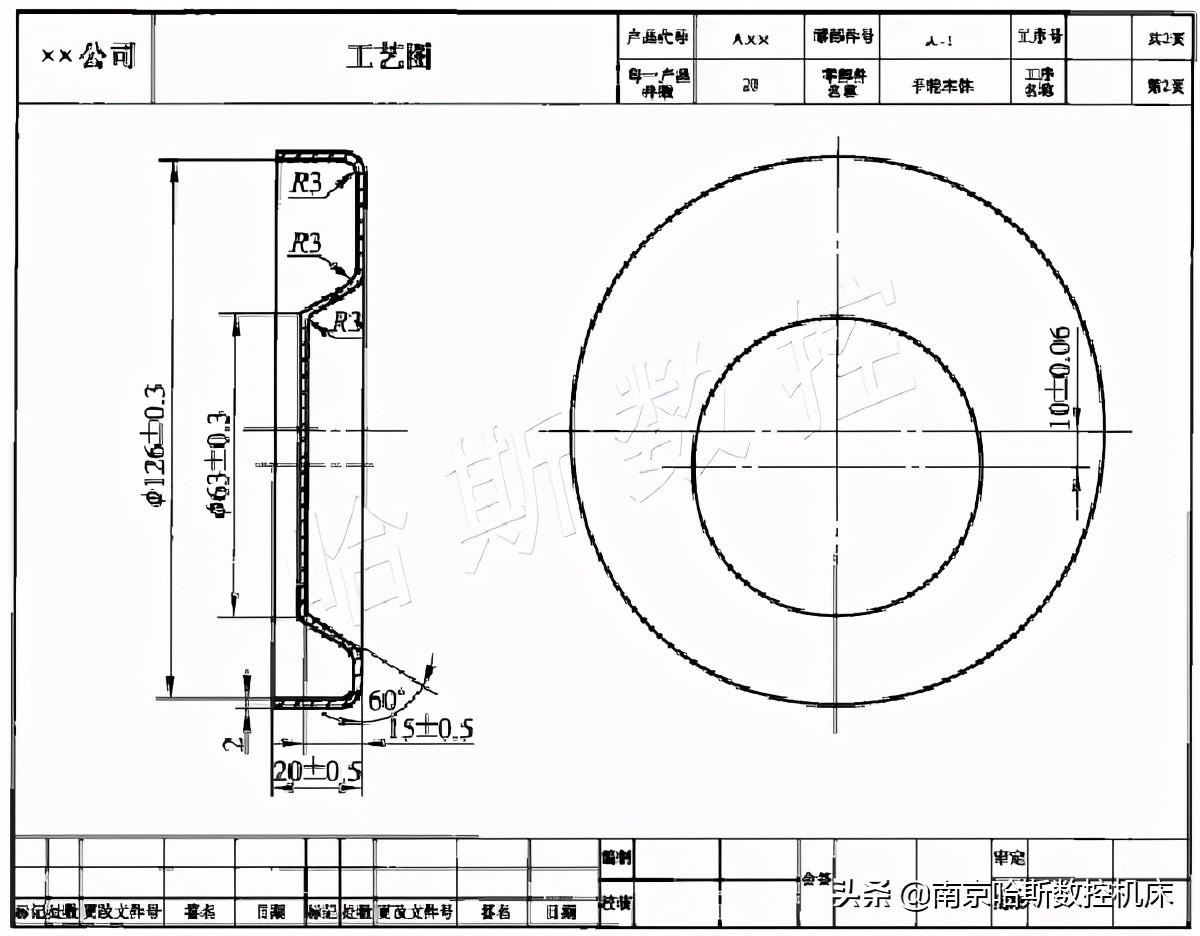 Diagram Proses
Diagram Proses
 Sheet Metal Stamping Process Spesifikasi
Sheet Metal Stamping Process Spesifikasi
Secara umum, ketika hal ini berkaitan dengan teknologi proses semua bagian logam lembaran, sering tidak diselesaikan oleh satu pekerjaan pemotong dan pencetak. Banyak bagian juga dapat disertai dengan proses mekanik, perawatan panas, perawatan permukaan, dll. Penunjukan operasi melintasi pekerjaan dan interdepartemen dikontrol oleh spesifikasi proses yang sesuai dengan mereka. Namun, dalam industri berbeda, karena perbedaan dalam produksi dan kebiasaan proses, terutama ketika proses komponen logam lembaran dengan kebutuhan teknis profesional rendah dan kompleksitas rendah, spesifikasi prose Spesifikasi proses stamping logam lembaran adalah spesifikasi proses stamping untuk pinggir frame (dibuat dari 1,5 mm LF12M material) pada produk sebuah perusahaan tertentu.






