

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

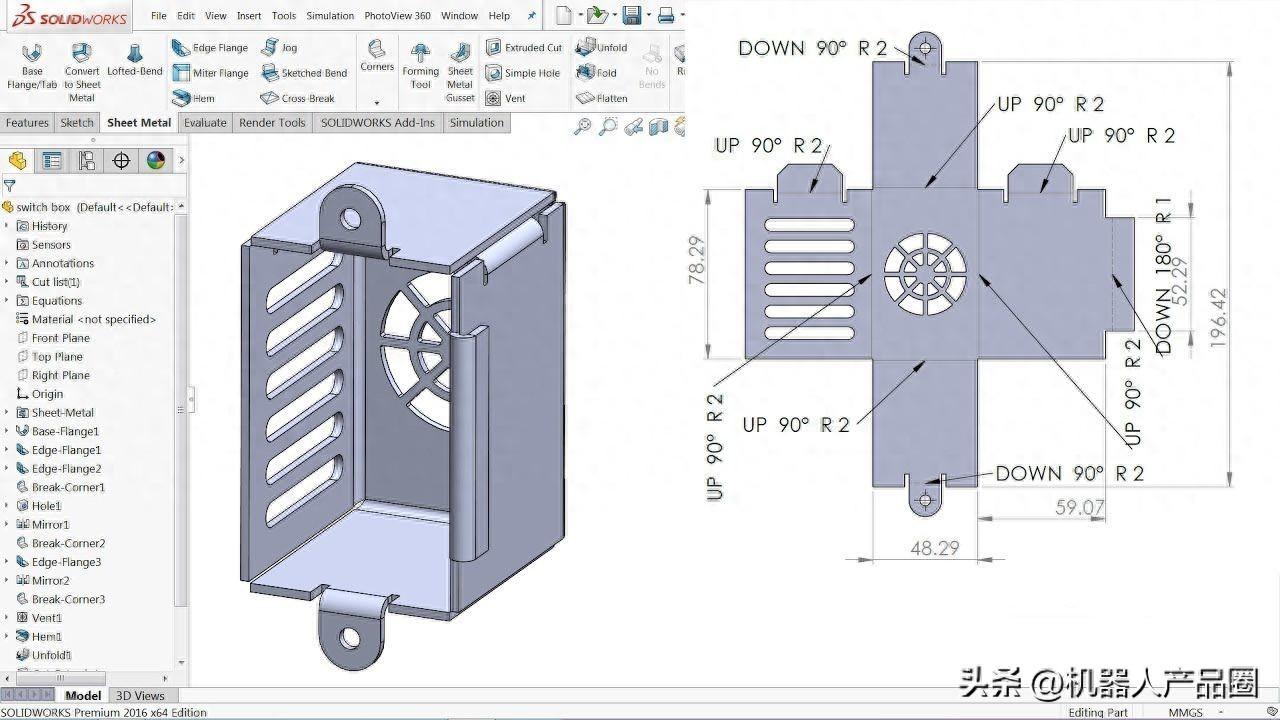
Proses logam lembaran melibatkan berbagai jenis, terutama termasuk pemotongan laser, pemotongan jet air, pemotongan plasma dan proses lain yang digunakan untuk pemisahan materi, serta pengendalian, pukulan, pemotongan dan proses lain yang digunakan untuk membentuk materi. Selain itu, ada metode proses lain seperti curling, ironing, dan pembentukan hidraulik. Ketika memilih tipe proses, keperluan produk dan karakteristik bahan perlu dipertimbangkan. Penyesuaian, riveting dan proses lainnya juga dapat digunakan selama proses untuk memenuhi kebutuhan struktur dan koneksi, memastikan kualitas dan funksionalitas bagian logam lembaran. Di sini kita terutama memperkenalkan tiga jenis yang biasanya digunakan
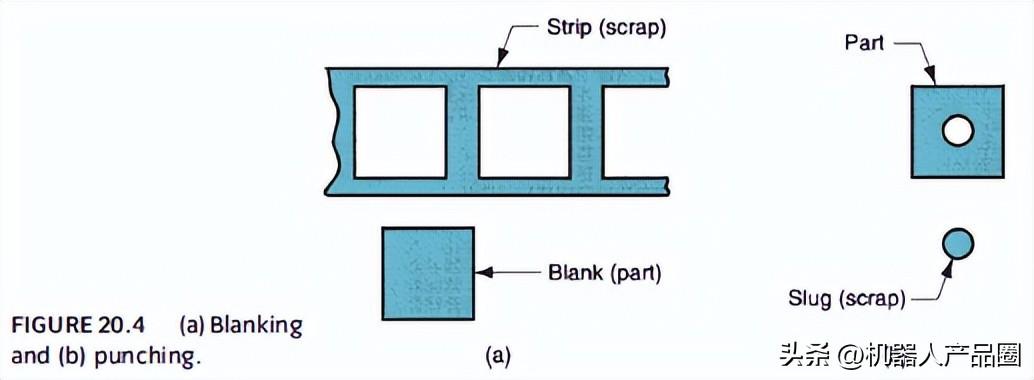
Memotong
a. Memotong: Memotong operasi sepanjang garis lurus antara dua ujung pemotong
b. Punching: Operasi pemotongan satu langkah sepanjang kontor tertutup untuk menghasilkan bagian yang diperlukan
c. Stamping: Memotong operasi sepanjang kontur tertutup, di mana inventaris yang tersisa adalah bagian
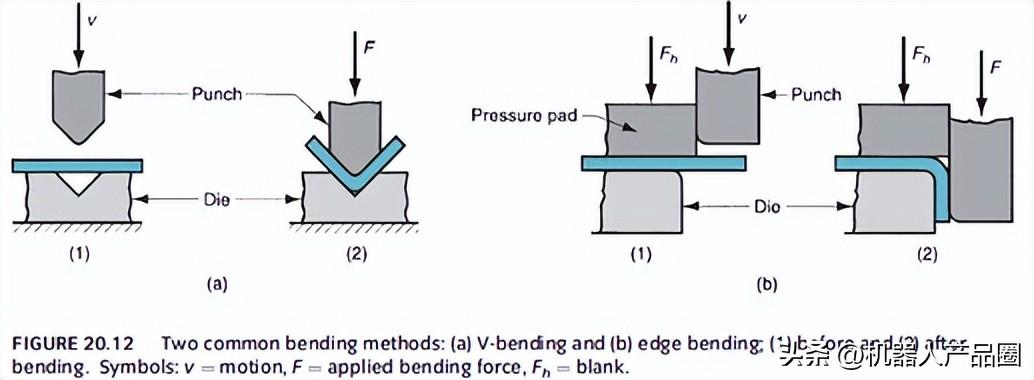
2[UNK] Bending
Ketebusan lembaran logam yang mengalami deformasi plastik dengan deformasi sekitar paksi lurus tetap hampir tidak berubah atau tidak berubah
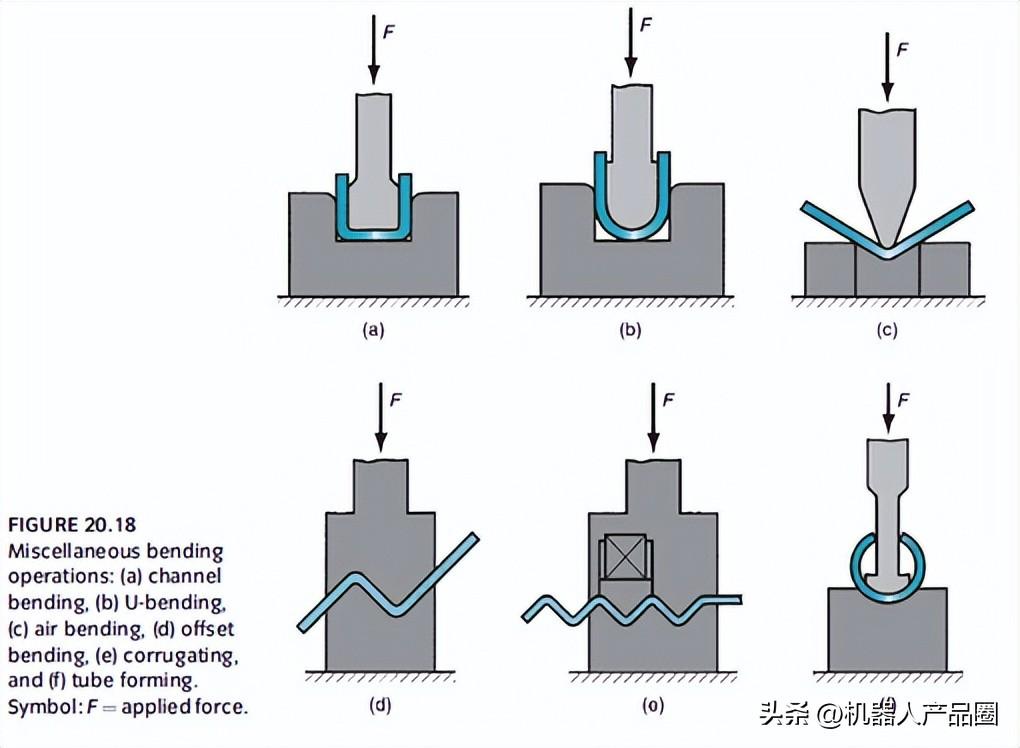
Operasi bengkok/membentuk lainnya
1. Flanging: lurus, stretch, shrink
2. Curling: Dengan langkah berbelok berbelok, pinggir lembaran terbelok untuk meningkatkan ketat dan meningkatkan penampilan
3. Seam: Sama seperti pinggir berguling, tetapi terkumpul dengan dua pinggir plat logam
4. Curling: Membentuk pinggir bagian menjadi bentuk tergulung atau tergulung dilakukan untuk keselamatan, kekuatan, dan estetik
3[UNK] Menyebar
Proses pembentukan lembaran logam yang digunakan untuk memproduksi bentuk cangkir, bentuk kotak, atau bagian kompleks lainnya lengkung dan konkava, bagian yang biasanya digunakan: kaleng minuman, peluru amunisi, sink, peralatan masak, panel tubuh mobil
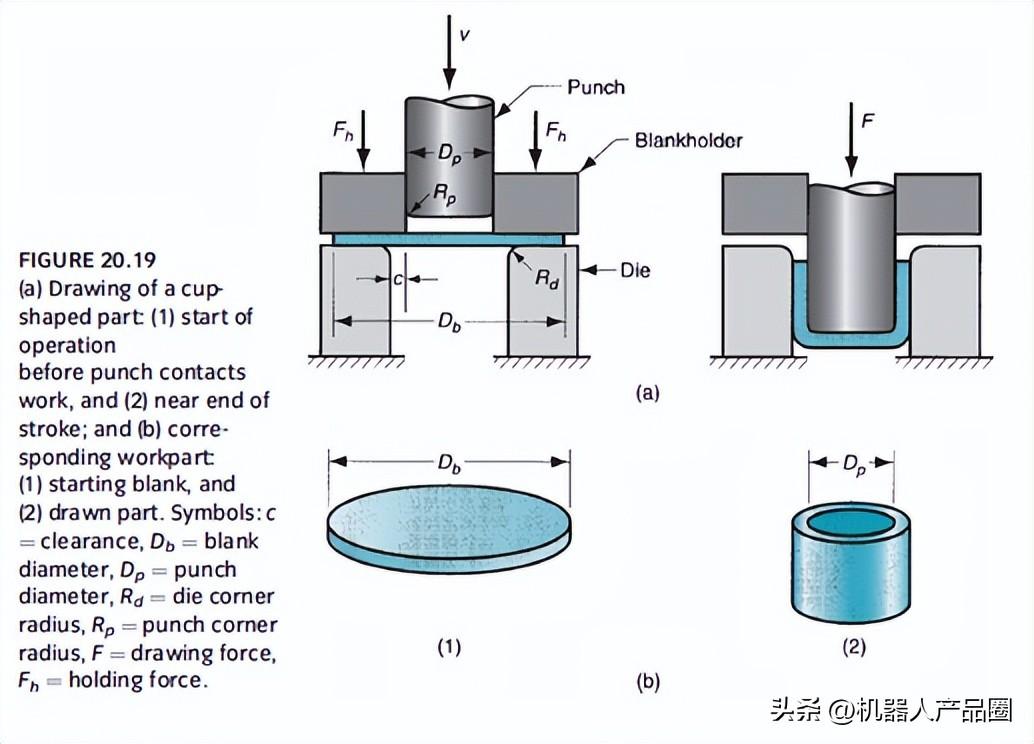
Jika perubahan bentuk yang diperlukan untuk desain bagian terlalu berat, bentuk lengkap bagian mungkin memerlukan beberapa langkah penambahan, dikenal sebagai langkah penambahan tambahan. Tujuan cincin tekanan pinggir adalah untuk mencegah kerusuhan flange, air mata, telinga dan permukaan goresan selama cangkir menarik







