English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

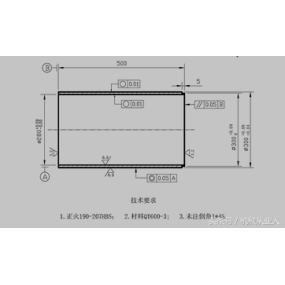
Peralatan stamping yang digunakan oleh pemilik stamp memiliki efek unik dan membutuhkan perlindungan sehari-hari untuk memperpanjang hidup layanannya jadi, bagaimana kita harus beroperasi perlindungan sehari-hari dari mold stamping kecepatan tinggi? Manufacturer stempel akan menunjukkan:
1. Untuk stempel kecepatan tinggi mati dengan bebas pisau kurang dari 0,02mm atau produksi bulanan 50000 bagian stempel melebihi 1 juta bagian stempel, pukulan cenderung untuk patah dan memakai. kita harus merencanakan struktur perubahan cepat dengan bebas pukulan 0,01mm di satu sisi plat stripping untuk menyelinap. Tepi pemotong mold bawah perlu dipasang dengan sisip, dan sisip dan blok bergerak yang cenderung pada blok materi harus direncanakan sebagai tipe kunci skru, dan gigi mold harus ditaip atau lubang atas harus ditambah ke bantal kursi bawah. Untuk bentuk stamping dengan kecepatan tinggi dengan tebal kurang dari (termasuk) 0,3 atau produksi bulanan 50000 bagian stamping dan produksi total melebihi 1 juta bagian stamping, lengan pemandu bantuan harus direncanakan untuk piring pembebasan dan bentuk bawah.
3. Selama pencetak kecepatan tinggi, pemerintahan atau pukulan dukungan harus digunakan untuk pukulan lingkaran dengan diameter kurang dari 2,0 atau pukulan tidak resmi dengan panjang sisi yang sesuai kurang dari 1,5. Jika diperlukan, masukan dukungan sekunder harus dibuat di piring penarik.
4. Selama stempel kecepatan tinggi, lubang lingkaran dengan diameter kurang dari 1,2 atau lubang yang tidak bereguler dengan panjang sisi kurang dari 1,2 harus dimasukkan ke dalam piring pembuangan, dan lubang dukungan punch harus direncanakan untuk piring berhenti (lurus satu+0,01~0,015mm, dan piring pembuangan dan piring berhenti harus diposisi dengan pins memotong).
5. Ukuran kursi mold bagi bagian stempel kecepatan tinggi harus beradaptasi dengan parameter seperti meja punch dan tinggi mold tertutup.
Artikel ini dari EMAR Mold Co., Ltd. Untuk informasi terkait dengan EMAR, silakan klik di www.sjt-ic.com,