English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Val á sniðtækjum og tækjum er eitt af mikilvægu innihaldi í vélbúnaðatækninni í miðtaugakerfi, sem hefur ekki aðeins áhrif á vélbúnaðatæknina, heldur einnig beint áhrif á vélbúnaðatæknina. Í samanburði við hefðbundnar vélbúnaðaðferðir eru vélbúnaðir í miðtaugakerfi hærri þörf á að skera tæki og tæki. Það krefst ekki aðeins mikillar nákvæmni, góðar stífleika og varanleika, heldur þarf það einnig stöðuga stærð og þægilega uppsetningu og aðlögun.
Vélverkfæri í miðtaugakerfi 1. Háhraðastál
Háhraðastál, einnig þekkt sem framastál eða hvítt stál. Þa ð er leguð stál sem inniheldur efni svo sem tungstent (W), mólíbden (Mo), krom (Cr), vanadíum (V), kóbalt (Co) o.s.frv. Það er skipt í tvær stórar röð tungstens og mólíbdens og er hefðbundið tækjaefni. Herbergishitastyrkur þess er 62-65HRC og hækka má hitastyrkur þess í 500-600. Eftir útfellingu er afmyndun lítil, auðvelt að beita og hægt er að forða og skera hana. Það má ekki einungis nota til að framleiða bóringarbít og millistykkingar, heldur einnig til að framleiða flókna sniðtæki svo sem skurðtæki og mynda millistykkingar. Þó er það aðallega notuð við lághraða vélbúnaði á miðtaugakerfi vegna lágs leyfðrar skeruhraða (50 m/mín.). Venjulegt háhraðastál er staðfest af W18Cr4V.

2. Hart legun
Hart legun er efnasambandsstofn úr karbíðum (WC, TiC, TaC, NbC o.s.frv.) með miklum hörðum og bráðapunkti og notar Co, Mo, Ni sem bindingar. Stofnhitastyrkur getur náð 74-82HRC og þolað háum hita á bilinu 800 [UNK] til 1000 [UNK]. Vegna lítillar framleiðslukostnaðar getur það sýnt frábæra leiðslu í miðlungshraða (150 m/mín.) og háum fæðuhluti, sem gerir það mest notuð tækjaefni í vélbúnaði í miðtaugakerfi. En áhrifin á þéttni og beygjustyrk þess eru miklu minni en þéttni úr háhraða stáli, svo það er sjaldan gert í samþætt sniðverkfæri. Í raunverulegum notkun eru harðar legunarblökur yfirleitt fastar á sniðkerfið með sveiflun eða vélblöndum. Algengt notuð hörð legbúnaður eru volframkóbaltlegbúnaðir (YG8, YG6, YG3), volframtítantal (YT5, YT15, YT30) og volframtítantal (nióbíum) (YW) (YW1, YW2) legbúnaðir.
3. Hörð legun
Þykkt húð er á bilinu 2 µm til 18 µm. Þau hafa venjulega tvær virkni: á annarri hliðinni hafa þau miklu lægri hitaerfðarhlutfall en verkfærishvarfefnið og verkefnið, sem slakar á hitaerfðarhlutfall verkfærishvarfefnisins; Hins vegar getur það virkilega bætt þrengingu og viðhengið meðan á sniðferlinu stendur og dregið úr myndun sniðhita. TiN hefur lítil þrengingseinkenni sem geta dregið úr tapa húðvefs. TiCN getur dregið úr klæðingu á bakskeru yfirborði. TiCN húðin er meiri hörð. Al2O3 húðin hefur frábær hitaeiningaráhrif. Í samanburði við hörð leguð sniðverkfæri hafa húðað hörð leguð sniðverkfæri batnað mikið hvað varðar styrk, hörð og þol fyrir notkun. Til a ð skera verkefni með hörðum 45-55HRC geta lágum kostnaðum húðuðum hörðum lögum náð háhraðaskerðingu. Á síðustu árum hafa sumir framleiðendur treyst á að bæta húðefnið og hlutfall, sem hefur miklu bætt eiginleika húðaðra sniðtækja.
4. Keramic efni
Keramik er eitt af sniðverkfærum sem hefur þróast hratt og hefur orðið allt breiðari notkun á síðustu 20 árum. Í nærri framtíðinni getur keramika leitt til þriðja umferðar við skeringu véla eftir háhraða stáli og hörðum lögum.
Keramic cutting tools have advantages such as high hardness (91-95HRA), high strength (bending strength of 750MPa~1000 MPa), good wear resistance, good chemical stability, good adhesive resistance, low friction coefficient and low cost. Ekki einungis þetta eru keramískur sniðverkfæri einnig með háa hitastærð, sem ná 80HRA við 1200 [UNK]. Þegar þa ð er notað venjulega eru keramískur sniðverkfæri mjög langt lífslengd og hægt er að auka sniðhraða um 2-5 sinnum samanborið við hörð leguð sniðverkfæri. Þeir eru sérstaklega viðeigandi til að meðhöndla háhart efni, nákvæma véla og háhraða véla. Þeir geta meðhöndlað ýmsar gerðir af slökktum stáli og hörðum gegnsæju járni með hörð allt að 60HRC. Algengar notkunar eru m.a. keramikar á grundvelli áls, keramikar á grundvelli kísilnítríðs og metalkeramikar. Ál-byggt keramiskt sniðverkfæri hafa hærri hitahvarfingu en hörð legeringar. Við háhraða sniðningsaðstæður gengur að því venjulega ekki undir myndun plasts, en styrkur og þéttni þess eru lægri. Auk mikillar hitaerfiðleika eru keramik sem byggir á kísilnítríði einnig góður þéttni. Í samanburði við keramik sem byggir á kísiloxíði er vanhagi þess að það er líklegt að dreifast við háa hita meðan á stálbreytingu stendur, sem eykur tólbreytingu. Kermet metall er verkfæri sem byggist á karbíðum, svipað og hörðum lögum, en með lægri sækni, góða þrengingu og betri þol fyrir klæðingu. Þa ð getur þolað hærri sniðhita en hefðbundin hörð lögum, en skortur á ónæmi fyrir slökkunum, þrengsli við þunga vélbúnaði og styrkleika við lága hraða og háa fæðuhraða hörðum lögum. Á síðustu árum, með umfangslegum rannsóknum, bætingum og notkun nýrra framleiðsluferla, hefur beygjandi styrkur og þéttni keramika efna verið mjög bætt. Til dæmis hefur nýja metalkeramika NX2525 þróað af Mitsubishi Metal Company í Japan og CT-flokkun af metalkeramika blaðum og húðuðum metalkeramika blaðum þróað af Sandvik Company í Svíþjóð verulega hærri beygjandi styrk og þéttni gegn klæðingu en venjulegum metalkeramika efnum, sem eykur verulega umhverfinu keramika

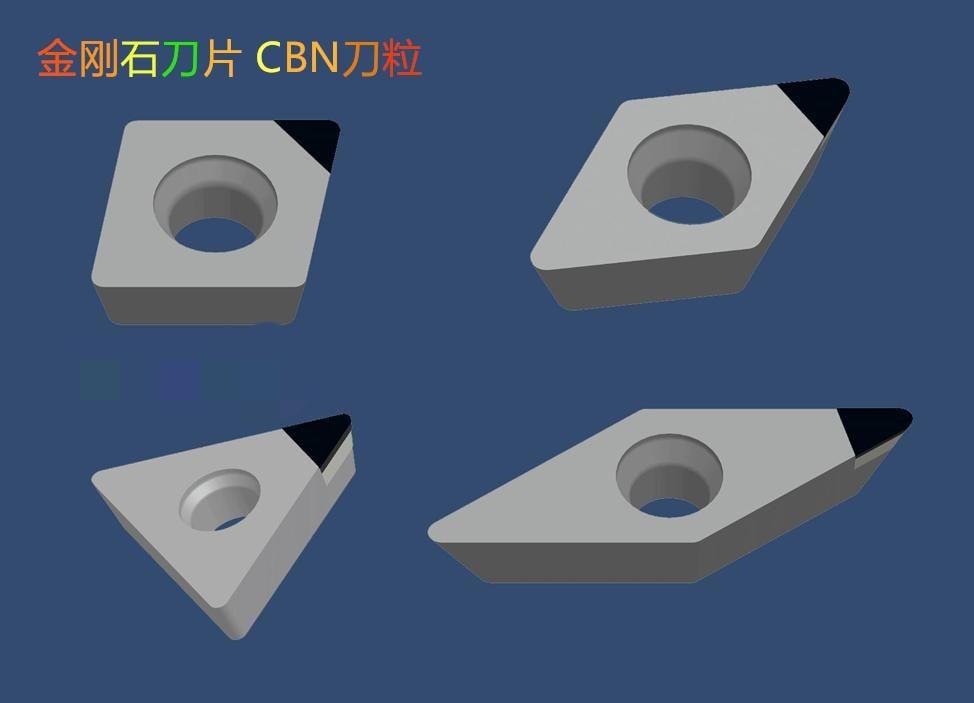
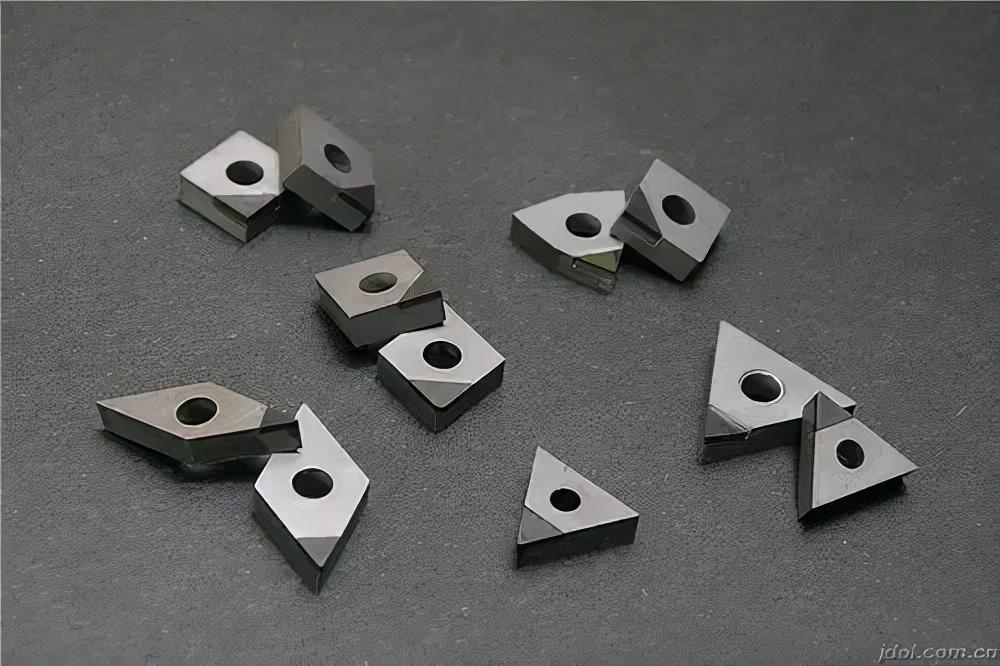
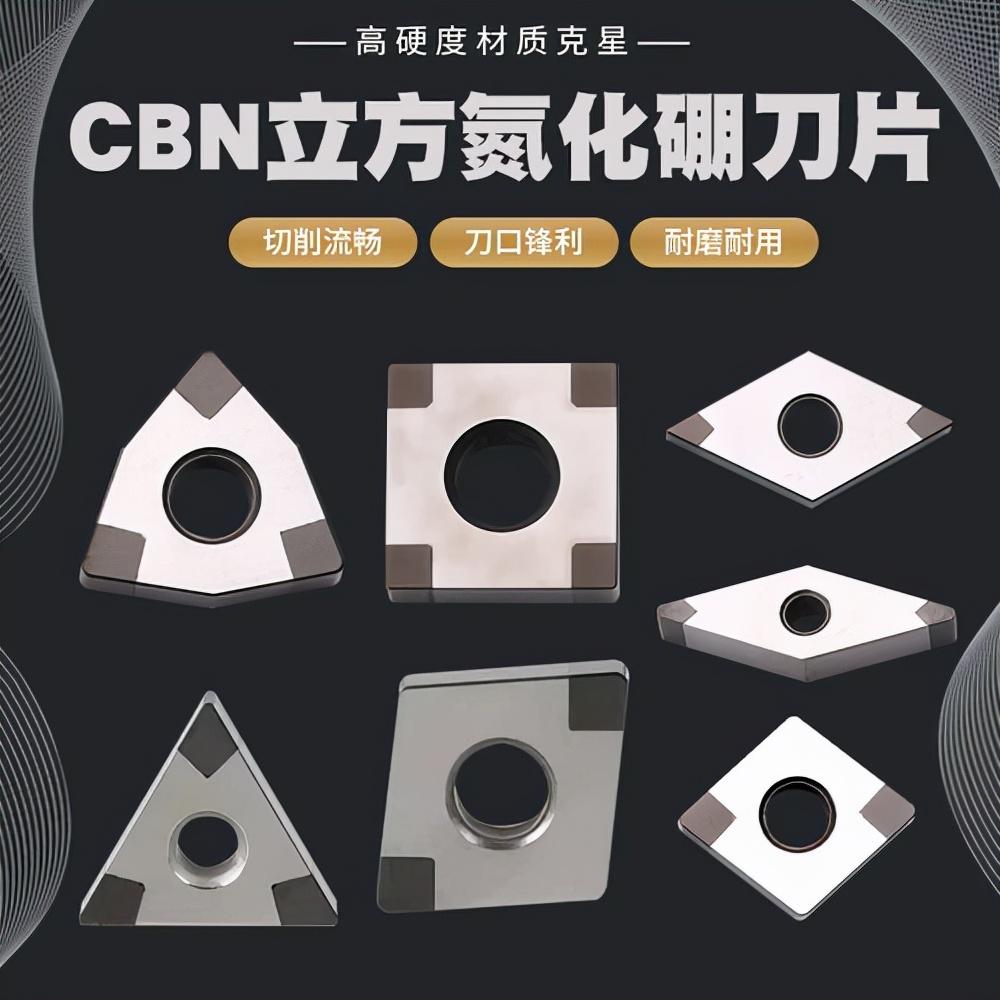
5. Cubic boron nitride (CBN)
CBN er gerð af hárri hörðum efni, með hörðum allt a ð 7300-9000HV. Hærð og þol fyrir klæðingu þess er aðeins annað en demant, og það hefur frábært hörðum háum hita. Samanburð við keramiku sniðverkfæri er hitastíðni og efnafræðileg stöðugleika þess örlítið verri, en áhrifastíðni þess og þunglyndi gegn klæðingu eru betri.
Það er víðtækt notað til að skera hart stál (yfir 50 HRC), perlitgrátt kastjárn, kælt kastjárn og háhitalegum lögum. Hægt er að auka skeruhraða þess með stærð samanborið við hörð leguð tæki. PCBN (polycrystalline cubic boron nitride) cutting tools with high CBN content have high hardness, good wear resistance, high compressive strength and good impact toughness. However, their disadvantages are poor thermal stability and low chemical inertness, making them suitable for cutting heat-resistant alloys, cast iron and iron based sintered metals. CBN agnir í samsettu PCBN-sniðverkfærum eru hlutfallslega lágt og keramík er notað sem bindandi efni, sem leiðir til minni hörðunar. Hins vegar bætir þetta lítið hitastigi og lítið efnafræðilegt óeðlilegt PCBN með mikið CBN-innihald, sem gerir það viðeigandi til að sniðja hart stál. Á meðferðarsvæðinu við að skera grát gegnsæt járn og slökkt stál eru keramiskt sniðverkfæri og CBN sniðverkfæri fáanleg til að velja samtímis. Þegar þurrt skert hart stál er kostnaður við notkun Al2O3 keramiku lægri en kostnaður fyrir PCBN efni, þar sem keramiku skert tæki hafa góða hita- og efnafræðilegan stöðugleika en þær eru ekki jafn hart og PCBN skert tæki. Keramic cutting tools are better choice when cutting workpieces with hardness below 60HRC and small feed rate. PCBN sniðverkfæri henta við aðstæður þar sem verkefnið er hærri en 60HRC, sérstaklega fyrir sjálfvirkt og hánákvæmt vél.
6. Polycrystalline Diamond (PCD)
Sem erfiðasta sniðtól hefur PCD erfiðleika allt a ð 10000HV og bestu þol fyrir klæðingu. Það getur framleiðið mjúk, ósjálft málefni með háhraða (1000m/mín.) og nákvæmni. Hins vegar er það næmt fyrir slökkunni, auðvelt að brjóta og hefur sterka sækni fyrir járn í járnmetalum, sem getur auðveldlega valdið efnafræðilegum viðbrögðum. Almennt má aðeins nota það til að framleiða ósjálft hluta, svo sem ósjálft málefni og lögum þeirra, glerfibri, verkfræðilegum keramíkum og hörðum lögum,