English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Til þess a ð tryggja að vélarbúnaður miltaskaðsins geti verið lokið á nákvæmu snúningsmiðjunni er notuð "einn ofan, einn klampa" klímaaðferð samkvæmt uppbyggingarlegum eiginleikum þess. Fjórða aksinn sem indexer höfuð nákvæmu snúningsmiðjunnar er bætt við og lyklavegurinn er þurrkaður samkvæmt ákveðnum aðferðarþörfum. Vegna flóknunar á öllum hluta ferlinu er þessi grein einungis útskýrt um innihald sem tengist millingu réttgangslegra milta. 1[UNK] Greining á meðhöndlunarmeðferðum

Verkefnið er 40Cr og nákvæm snerting er góð. Áður en miðtaugakerfið er molið, hafa allir hlutir verkefnisins, nema milta hlutinn, verið skerðir og meðhöndlaðir, þ.m.t. 2 viðmiðunarholur.
Þegar réttgangslegar miltar eru molnar má nota "einn efri, einn klampa" staðsetningu. Lykillinn til a ð búa til beinhornska milta þessa hluta á nákvæmu snúningsmiðju er að leysa indexingsvandamálið þegar múta beinhornska lykilinn. Nota má alþjóðlegan miðhornska indexingshöfuð sem stillt er á nákvæmu snúningsmiðju véla. Þegar verkefnið snýst við ákveðinn horn, eftir a ð staðsetning lokamílsins er lokið, rennur það í hliðsjón við axialega átt verkefnisins einu sinni. Verkefnið snýst í röð og lokamíllinn hreyfist í röð. Eftir margar lotur er hægt a ð mylja beinhornska milta. Við nákvæma snúning véla má nota stórforrit og undirviðferðarhring til að draga úr skortum á of langum CNC vélarforritum.
2[UNK] Verkunarferli og tengd makróforrit
Til a ð bæta sniðningsvirkni er stórt sniðningssnið með þvermál valið eins mikið og hægt er. Vegna þröngra lyklavegar, samkvæmt stærð þörfum ferlisteikningarinnar, er valið staðfest sniðningssniðningssniðningssnið með 8 mm þvermál.
Við tókum "einn ofan, einn klipp" staðsetningu. Setjið bakhlutann og alþjóðlegt inndælingarhöfuð á millivélina og setjið verkhlutann á milli bakhlutans og alþjóðlegt inndælingarhöfuðs.
Vegna þess a ð hámarksdýpt umhverfis lyklavega er aðeins um það bil 3mm, er hægt að smíða með því að minnka verkfærið einu sinni í dýpt umhverfis umhverfis umhverfis, með snúningshraða 1500 r/mín. og fæðuhraða 150mm/mín. Vegna þess að klippingarmagnið fyrir fyrsta leið hvers lyklavegar er hámarksskammturinn getur það verið örlítið hægari; Til að ná stórri virkni er hægt að auka fæðuhraða við aðra tækifæri.
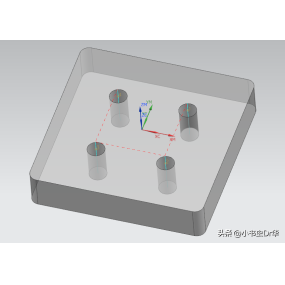
Til þess að þægilegt sé að skipuleggja verkfæri og forrita er upprunaleg sameindarkerfisins fyrir verkefnið sett á vinstri endann á verkefnið miltasína sem sýnd er á mynd 1. Til auðveldara útskýringar, með því a ð talið sé að milling byrjar á vinstri hliðinni á millinglyklaveginum og haldir áfram þar til hægri hliðin á millinglyklaveginum snúir verkefnið á móti réttsælis með indexing. Allt millingferlið á lyklaveginum er deilt í eftirfarandi stig:
(1) Vinstri hlið molunarlykls Kai

Upphafsstaðsetning við molun vinstri hliðar lyklavegarinnar, þar sem vinstri hlið lyklavegarinnar er í lóðréttri staðsetningu, eins og sýnt er á mynd 4. Samræmi stöðu verkfærisins er Z=2l * arccosl1=20,616; Y=8/2+8/2=8。 Mæla heila milta lengi X-axis með milliskeri
(2) Snúa neðri vinstri horni lyklavegar að efri stöðu

Vegna notkunar á flattum neðri end a milli, þegar verkefnið er snúið réttsælis frá upphaflegri stöðu 11 til stöðu sem sýnt er á mynd 5, má a ðeins nota neðri vinstri horn enda millisins til að mola. Mælingarmælið er of lítið, svo þessi ferli er ekki molun og verkefnið snýst aðeins á stað. Á þessum stigi er samhliða gildi sniðspunktsins Z=21; Y=4。
(3) Tímabils neðri meltingarferli
Vegna notkunar á flattum neðri end a milli, þegar vinnustofninn snýr áfram réttsælis frá stöðu 5 til stöðu 6, breytist millistöðu enda millisins smám saman frá neðri vinstri horni tækisins til miðju stöðu neðri hluta tækisins sem sýnd er á mynd 6 fyrir millistöðu.
Til að koma í veg fyrir truflanir á milli verkfærisins og verkfærisins verður stöðu verkfærisins að breyta þegar verkfærisins snýst. Z-gildi sniðspunktsins er 21mm; Y gildið er mismunandi við snúning verkefnisins. Breyting frá Y=4 í Y=-4.
Þegar verkefnið snýr áfram réttsælis frá staðsetningu 6 til neðra hægri horns lyklavegarinnar á mynd 7, sem er beint yfir hana, skiptir millistaðsetning lokamílsins smám saman frá miðju staðsetningu neðra til neðra hægri horns staðsetningu sem sýnd er á mynd 7 fyrir millið. Á þessum stigi, gildi sniðpunkts Z=2I; Y= 4。
Alla ferliđ felur í sér ađ snúa verkefninu í 23. Á hverju litlu horni hreinsar millistykkinn allan botn miltans langt X-axi.
(4) Snúa tómu hægri hliðinni lyklavegar að lóðréttri stöðu
Meðan verkefnið er snúið réttsælis frá stöðu 7 í stöðu sem sýnt er á mynd 8 þarf aðeins að snúa hliðbrún á neðri hægri horni lokamílsins lítið. Mælingarmælið er of lítið, þannig að verkefnið er ekki mjólað og verkefnið snýr aðeins á stöðu.

(5) Mæla hægri hliðin a á lyklaveginum og loksins múla hægri hliðina á lyklaveginum. Á þessum tíma er hægri hliðina á lyklaveginum í lóðréttri stöðu og samræmi stöðu verkfærisins er Z=21arccos11=20,616; Y=-8.
Mælingarspjaldurinn skerur alla hægri hliðina á miltanum um leið X-aksins.
Meðan á öllum vélbúnaðarferlinu stendur frá mynd 4 til mynd 8, nema við gruove bottom milling, er hægt a ð loka öllum öðrum stigum með einfaldri GO1 skipun. Þannig að eftirfarandi mun aðeins gefa nokkrar skýringar fyrir stærðforritið um niðri milling slots.
Með því að mola neðri hluta slots, með því að talið sé að verkefnið snúi aðeins réttsælis, er heildarsnúning hvers lyklavegar neðri aðeins 2 og heildarsnúningurinn í Y-átt 8. Því er nægilegt samband milli snúningshorns θ og Y-snúningshorns náð

Hér er skráð stærðforrit með FANUC Series Oi- MODELD tölulegt stjórnunarkerfi í vélarverksmiðjunni. Upprun stöðvunarkerfisins er stillt á vinstri endanum miltasíunnar sem sýnd er á mynd 1. Eftirfarandi er dæmi af slot bottom milling makróforrit:
Til þess a ð tryggja að vélarbúnaður miltaskaðsins geti verið lokið á nákvæmu snúningsmiðjunni er notuð "einn ofan, einn klampa" klímaaðferð samkvæmt uppbyggingarlegum eiginleikum þess. Fjórða aksinn sem indexer höfuð nákvæmu snúningsmiðjunnar er bætt við og lyklavegurinn er þurrkaður samkvæmt ákveðnum aðferðarþörfum.