

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Vélverkfæri í hálokum miðtaugakerfi
Þessi sex orð innihalda þrjú lög af hugmyndum, skoðum nánar á hvert lög.

Handtmann PBZ HD fimm axlar CNC millivél
Í fyrsta lagi, hvað er "vélbúnað"?
Í þröngum skilgreiningu er „vélbúnaði“ venjulega „sniðvélbúnaði“ (í þröngum skilgreiningu er þa ð vegna þess að einnig eru viðbótarvélbúnaðir svo sem 3D prentun eða önnur sérstakar vélbúnaðir), sem nota sniðvaðferðir til að framleiða verkefni í vélbúnaði. Það er að segja, vélbúnaðir eru vélar sem framleiða vélar, þannig að þau eru einnig þekkt sem "vinnandi vélar". Á japönsku eru þau kallaðir "vinnandi vélar" (こさくき) og á ensku eru þau kallaðir "vélbúnaðir".
Fyrsta raunverulega vélartækið var í raun leiðinlegt vél, uppfinnt af breskum iðnaðarmanni John Wilkinson árið 1775. Upprunaleg ástæđa til ađ finna upp ūessa leiđinlegu vél var ađ leysa verkfræđilegu vandamáliđ međ framleiđslu mjög nákvæmra byssu í hernum á ūessum tíma.
Leiđinlegt vélmenni er sniðningsferli sem notar sniðverkfæri til a ð stækka innri þvermál hola eða annarra hringsumhverfa á snúandi verkefni. Þa ð samsvarar snúningi, sem er sniðningsferli sem notar tæki til að draga úr ytri þvermál snúningsverkefnis eða til að mynda endaandlit. [2]
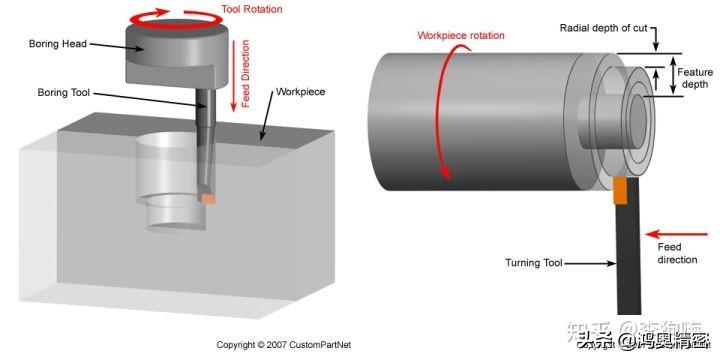
Leiđinlegt (vinstri) og snúningsferli (hægri)
47 ára gamall Wilkinson, eftir stöđuga ūrķun í verksmiđju föđur s íns, skapađi loksins nũja vélinn sem getur framleitt byssu međ sjaldgæfum nákvæmni. Virkniefnið er a ð snúa föstum skjánum á leiðtækinu gegnum vatnshjólið og þrýsta því í hlutfalli við valmynd. Fest skjáinn á leiðtækinu gengur gegnum valmyndina og er stuðningur á báðum enda. Vegna hlutfallslegrar hreyfingar milli verkfærisins og verkfærisins er efnið borið í hánákvæma valmynd holu.
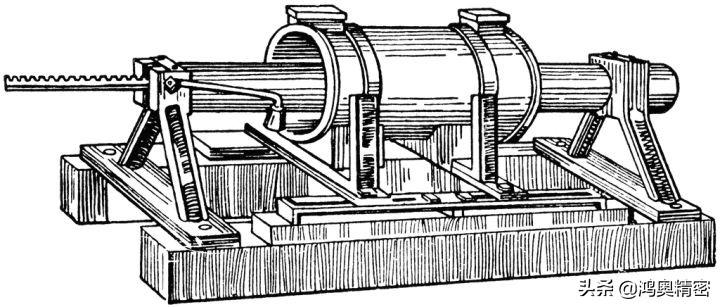
Schematic diagram of the first boring machine
Og leiđinlegt vél var síđar notađ til ađ búa til vélmenni. Ástæðan er að eftir að James Watt fann upp guðvélina fann hann mjög erfitt að framleiða guðvélmotora hylki með fölsunarmeðferðum og vegna lítils nákvæmis framleiðslu og alvarlegs loftleks hylkjanna voru framleiðslu og virkni guðvélina takmörkuð. [3] Eftir að þetta leiðinlegt vél hefur verið tekið inn er hægt að framleiða mjög nákvæmar hylki sem eru yfir 50 tommur, sem bæta verulega gæði meðhöndlunar og framleiðsluvirkni guðvélhylkja og ná því miklum árangur.
Eftir það, til að fullnægja þörfum ýmsra meðhöndlunartækja, komu ýmsar gerðir vélbúnaðar eins og lokar, millivélar, vélar, grinder, borðavélar o.s.frv. fram hver eftir öðru. [4]
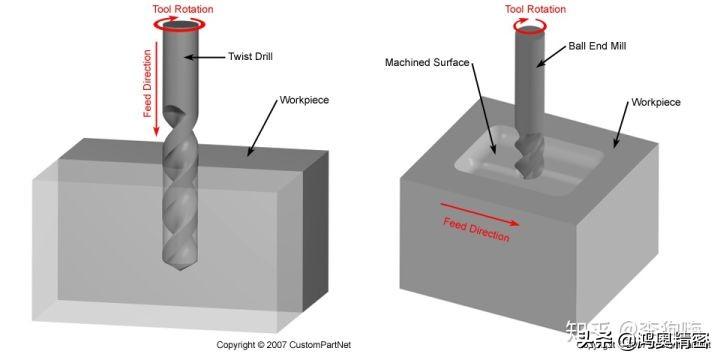
Búrning (vinstri) og molunarferli (hægri)
Hvađ er ūá "CNC vélbúnađ"?
Fyrsta tölvan fæddist 14. febrúar 1946 á Pennsylvania-háskķlanum í Bandaríkjunum. Upphafsástæðan fyrir þróun þess var að framleiða "raftækt" tölvuvél með raftækum pípum í staðinn fyrir útsendingum, eins og hershöfðingi Bandaríkjanna bað um, í tengslum við II. heimsstyrjöldið, til að reikna leið skella.
Sex ár síðar, árið 1952, samstarfaði Parsons við Massachusetts tæknistofnuna (MIT) til a ð þróa fyrsta tölulegt stjórnunartæki (einnig þekkt sem "tölulegt stjórnunartæki") með því að sameina tölulegt stjórnunartæki byggt á tölvulegum tölvum með millitölvu frá Cincinnati. Frá þeim tíma gengu hefðbundin vélbreytingar undir gæðabreytingu, sem merkiði upphaf CNC tímabils fyrir vélbreytingar. [5]
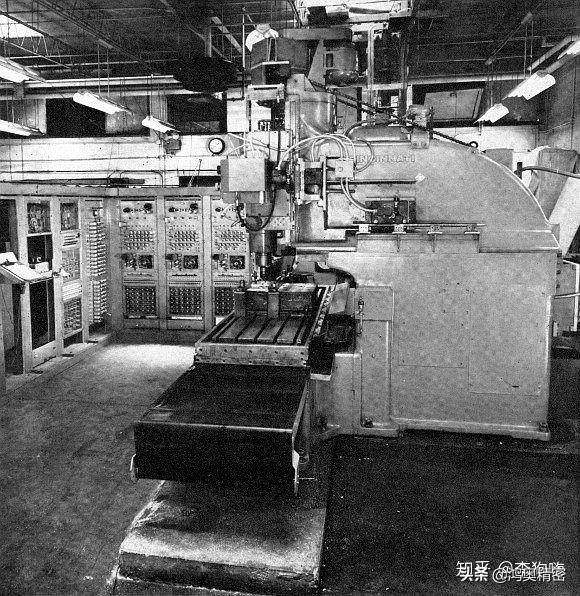
Fyrsta vélbúnað í miðtaugakerfi (millivél)
Sex ár síðar, árið 1958, samstarfaði MIT með mörgum fyrirtækjum undir stuðning hersins Bandaríkjanna til a ð þróa APT (Automatic Programming Tools), tölvustofu á háum stigi sem notað var til að búa til vinnuleiðbeiningar fyrir CNC véltæki. Algengustu aðferðin er núna að nota RS-274 sniðleiðbeiningar, sem oftast kallast "G kóði". [7]
Með stöðugum þróun tölvumeðferðar hafa örverumeðferðir verið settar á tölvulega stjórnun, sem bætir miklu starfsemi þeirra. Þessi gerð kerfisins kallast tölvuleg tölvuleg stjórnun (CNC), Computer Numerical Control), Véltækið sem notar þetta kerfi er einnig þekkt sem CNC véltækið, sem er tölvustjórntækið tölvustjórntækið, eða einfaldlega kallað "CNC véltækið".
Tölfræðileg stjórnunartekni í vélartækjum miðtaugakerfisins er tæknileg a ðferð sem notar töfræðileg merki til að stjórna hreyfingu og vélarferli vélartækisins. Vél í miðtaugakerfi er vél sem notar tækni í miðtaugakerfi eða er búið með miðtaugakerfi. Fimmta tækninefnd alþjóðlegrar samfélags upplýsinga (IFIP) skilgreinir vélbúnað CNC sem vélbúnað með forritistjórnunarkerfi. Þetta stjórnunarkerfi getur ræðfræðilega meðhöndlað forrit með stjórnunarkóðum eða öðrum táknkennum leiðbeiningum, afkóðað þau, samkvæmt kóðuðum tölum og sett þau inn í CNC kerfið með upplýsingastjórum. Eftir reikningu og meðhöndlun eru ýmsar stjórnunarmerki útgefin af miðtaugakerfistækinu til að stjórna verkun vélartækisins og hlutirnir eru sjálfkrafa meðhöndlaðir samkvæmt kröfum.
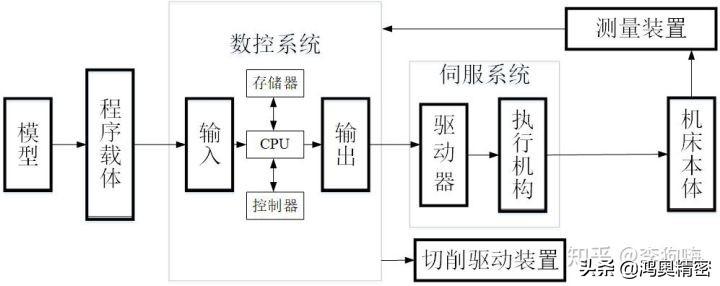
Vöðvaferli vélartækja í miðtaugakerfi
Vélverkfæri miðtaugakerfisins skiptir hreyfingarstöðurnar verkfæris og verkefnisins í nokkrar lágmarkseiningar, þ. e. lágmarkshreyfingu. Miðtaugakerfið hreyfir stöðurnar með nokkrum lágmarkshreyfingum samkvæmt kröfum hluta forritisins (þ. e. stjórnar verkefnið hreyfingarstöðum), svo að hægt er að ná hlutfallslegri hreyfingu milli verkfæris og verkefnisins og loka vé
Hlutfallsleg hreyfing verkfærisins lengi hverja súrefnisás er mæld í einingum sem jafngildir púlsi (mm/púlsi). Þegar sniðslóðin er bein lína eða bog, framkvæmir miðtaugakerfistækið "þéttni gagnpunkta" milli upphafs- og lokastærða gilda línuhluta eða bogs, reiknar á röð miðpunkta samræmis gilda og útgefur síðan púlsa í hverja samræmi samkvæmt miðpunkta samræmis gildum til a ð tryggja að viðeigandi beina línu eða boga umhverfi sé meðhöndlað.
Þéttni gagnpunkta sem framkvæmd er með miðtaugakerfi er kallað milliþéttni og almennt hafa miðtaugakerfi starfsemi milliþéttni grunnvirkna (svo sem línulegar og hringlagar starfsemi). Í raun er búnað til hvers konar L-hluta á miðtaugakerfi vélverkfæri nálægt grundvallandi stærðfræðilegum starfsemi sem miðtaugakerfið getur meðhöndlað, svo sem línur, bogar o.s.frv. Auðvitað verður að nálægðavillan fullnægja kröfum á teikningu hluta.
Í samanburði við hefðbundin vélbúnaði hafa vélbúnaðir CNC eftirfarandi ávinningar:
Há nákvæmni meðhöndlunar og stöðug gæði. Fyrir hvert púls útferð í miðtaugakerfinu er hreyfing hreyfingarhluta vélbúnaðsins kallað púls jafngildi. Púls jafngildi miðtaugakerfisvélbúnaðs er yfirleitt 0,001 mm og hánákvæmar miðtaugakerfistæki geta náð 0,0001 mm, með miklu hærri hreyfingarhlutfalli en venjuleg vélbúnaðstæki. Að auki eru vélartæki miðtaugakerfisins með staðsetningartæki sem geta veitt viðbrögð við miðtaugakerfið um virka hreyfingu hreyfingarhluta eða horn skrúfa og servķhreyfingar og bætt fyrir það. Því er hægt að ná meiri nákvæmni véla en vélatækið sjálf. Gæði hluta sem eru meðhöndlaðir með vélartækjum miðtaugakerfisins er tryggt af vélartækinu og hefur ekki áhrif á verkunarleysir, þannig að stærð samræmi sömu hluta er góð og gæði er stöðug. Getur meðhöndlað flókna hluta sem eru erfitt eða ómögulegt að meðhöndla með venjulegum vélbúnaði. Til dæmis geta vélartæki í miðtaugakerfi sem nota tveggja ás tengsl eða meira en tveggja ás tengsl meðhöndlað snúandi líkamshluta, kamerahluta og ýmsa flókna svæðahluta með kurvaðri generatrix. Há framleiðsluvirkni. Hraði og fóðurhraði véltækja í miðtaugakerfi eru stærri en véltækja í venjulegum véltækjum og góð stöðugleiki byggingarinnar leyfir véltækjum í miðtaugakerfi að nota stórt skert magn og spara tíma á hreyfingu. Við meðhöndlun ákveðinna flókna hluta getur þa ð notað miðtaugakerfi með sjálfvirku tækjabreytingarbúnaði stöðuga meðhöndlun margra ferla undir einu klempa, minnkað umsetningartíma hálflokaðra efna og bætt framleiðslu marktækari. Stór aðlaganleiki við endurskoðun lyfsins. Eftir breytt uppsetningu vélarhluta er aðeins nauðsynlegt að breyta vélarforritinu hluta og aðlaga tækjabreytingar á vélartækinu í miðtaugakerfi til að ná vélarbúningu breyttra hluta og draga mikið úr framleiðsluferlinu. Því geta vélartæki miðtaugakerfisins fljótt skipt úr meðhöndlun einnar tegundar hluta í meðhöndlun annars breytts uppsetningar hluta, sem veitir mikla þægindi fyrir meðhöndlun einnar og litlu lotu nýrra prófanna og tíðar uppfæringar á uppbyggingu lyfsins. Ávinnulegur fyrir þróun framleiðslutækni í átt að umtalsverðum sjálfstækni. Vélverkfæri miðtaugakerfisins eru grunnbúnaður fyrir sjálfvirkt vélbúnað. Samsett sjálfvirkt kerfi eins og FMC (Flexible Machine Center), FMS (Flexible Manufacturing System), CIMS (Computer Integrated Manufacturing System), o.s.frv., byggt á vélbúnaði miðtaugakerfisins, auðveldar samsetningu, upplýsingar og sjálfvirkt vélbúnað. Þetta er vegna þess að stjórnarkerfið á vélartækjum CNC tekur inn tölfræðilegar upplýsingar og staðlaðar kódunar, og hefur samskiptafræði, sem auðveldar að ná í samskipti gagnaskiptum á milli vélartækja CNC. Það er mest hentugt til að tengja tölvur til að mynda atvinnulegt stjórnarnet, að gera reikninga, stjórnun og stjórnun á sjálfvirkum Stór eftirlit og hæfni til að greina villur. Kerfið í miðtaugakerfi stjórnar ekki einungis hreyfingu vélbúnaðar heldur veitir einnig umtalsvert eftirlit með vélbúnaði. Til dæmis er hægt að gera snemma varnaðarorð og greina mistök fyrir sumir þætti sem valda mistökum og bæta mikið virkni viðhaldsmeðferðar. Minnka starfsstyrk starfsmanna og bæta starfsaðstæður. Loksins, hvað er "háháttar CNC vélbúnað"?
Skilgreining á „háþróun“ eða „háþróun“ miðtaugakerfistækjum: miðtaugakerfistækjum með starfsemi eins og háhraða, nákvæmni, gáfu, samsettu, fjölakstengslu, nettengslu o.s.frv. Þa ð táknar að núverandi vélbúnaðverkefni landsins s é í framskriftandi stigi í þróun vélbúnaðverkefnis heims. Því er alþjóðlega mikilvæg vélbúnaðtækni eins og fimm axlar tengjast vélbúnaðverkefni CNC talin sem mikilvæg tákn á íþróun lands. [10]

DMG fimm aks vélarmiðstöð
Vélverkfæri miðtaugakerfisins er hægt að skipta í þrjú stig byggt á starfsemi þeirra: lágt, miðgilt og háð. Þessi flokkunaraðferð er mikið notuð í Kína. Takmörkin milli lágs, miðlungs og hás enda eru hlutfallsleg og flokkunarstöðlurnar eru mismunandi á mismunandi tímabili. Byggt á núverandi þróunarstigi er almennt hægt að skilgreina það frá eftirfarandi atriðum (auðvitað getur þessi flokkun ekki innihaldið allar vísbendingar):
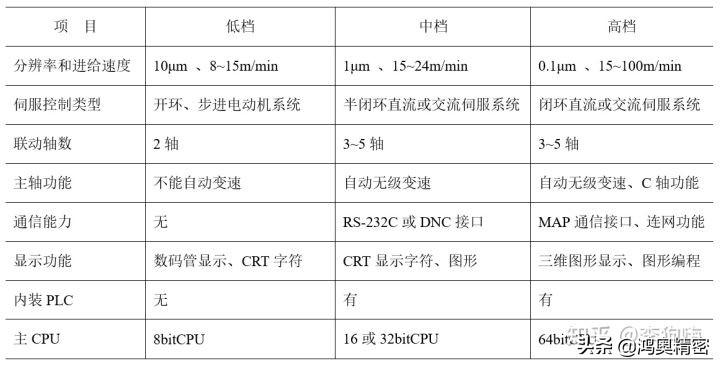
Samanburð á háum, miðlungs- og lágmarksvéltækjum
Með þróun langt gengnar framleiðslutækni er nauðsynlegt að nýgengir vélbúnaðir í miðtaugakerfi þróast í átt að háhraða, mikilli nákvæmni, mikilli áreiðanleika, upplýsingum og fullkominni starfsemi.








