English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hve mikið þekkirðu um tæknitækni fyrir framleiðslu? Metal Stamping og kalt stamping tækni eru venjulega notuð til að framleiða málblöð í grunnmyndir eða bogaðar sniðir. Það hefur einkenni um hraða meðhöndlunarhraða og mikið nákvæmni. Þa ð er hægt að nota til að framleiða ýmsar daglegar lyf, frá bílastofum til málmapillta.
Hár meðferðarkostnaður, hár moldakostnaður og lágur til miðlungs einingakostnaður
Venjuleg forrit: Sjálfvirk, neysluvörn, hús
Áætlun
Verkefningargæði
Tengdar ferli: Djúpt teikning, metalsnúning, blöndun
Framkvæmdarlotur · Stuttur hringur (1 sekúnda til 1 mínúta)

Framkvæmd um ferlið: Metal stamping er málamyndunarmeðferð sem byggir á plastafleytingu metals. Þa ð notar molda og stemplurbúnaði til að þrýsta á blaðið metall, sem veldur plastafleytingu eða aðskilnaði blaðið metall, svo að hluti (stempluð hluti) fá með ákveðnum myndum, stærðum og eiginleikum. Stampatæknin spilar mikilvægt hlutverk í framleiðsluferli bílastofna.
Það er hægt að nota metalstífla til að meðhöndla fljótlega konkúva metalsmyndir og þörf á meðhöndlun molda eru hlutfallslega hár og þessi ferli hentar aðeins stórum framleiðslum. Þessi ferli hefur mikið nákvæmni í meðhöndlun og það er engin marktæk breyting á þykkni efnisins. Þegar hlutfall milli dýpt og þvermál minnkar er vélarferlið mjög svipað og djúpt teikning og hvorki þessara vélarferla minnkar þykkt efnisins marktækt.
Heildarmyndun hluta krefst umtalsverðar notkunar margra myndunar- og sniðferla byggðar á þróuðum verkfærum. Röð molda eru nauðsynleg við hraða meðhöndlun. Stundum þarf a ðgerð á öðrum hlutum við vélbúnað. Sumir hlutir gætu þurft 5 eða fleiri aðgerðir sem endurspegla fjölda aðgerða sem tengjast. Þessi ferli getur meðhöndlað málblöð í blöðru, koníku og helmingunarlaga. Tíðni samsetningar á stimpli og þrýstingi í ferlinu veitir mikla valmöguleika fyrir allan uppsetninguna, svo sem þegar vélarbrún, ósemmetri hnútar og myndir með rofum eru sértæk eiginleikar þessa ferlinu augljósar.
Tæknislýsing 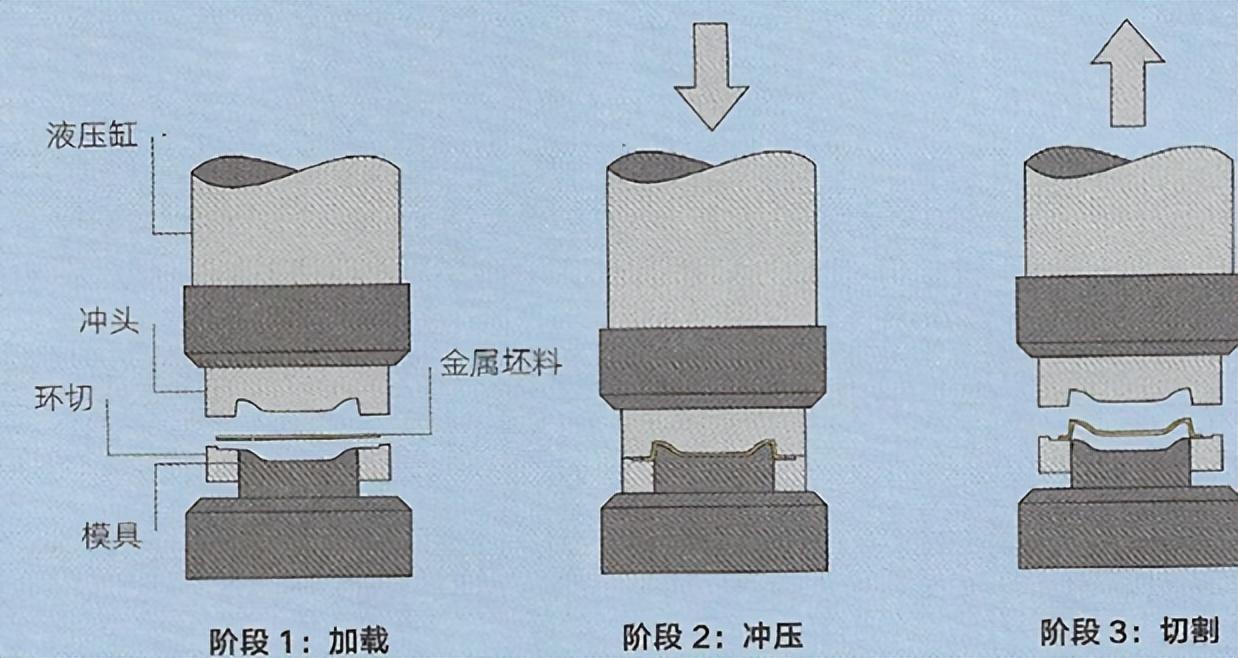
Sérstakur ferli við a ð stimpla málm á inndælingu er að senda orku til inndælingu í gegnum vökvahylki eða vélbúnaði (svo sem myndavél). Almennt eru vatnshylki valin vegna þess a ð þrýstingur þeirra dreifist jafnvægilega í allan stemmingarhring og þeir sem nota vélbúnaði hafa einnig stað í málmeðferðarinni.
Punkar og moldar eru sérstök og framkvæma almennt a ðeins eina aðgerð á myndun eða pungingu. Í aðgerð eru málmið venjulega hleðið á vinnubankinn. Klemmtu síðan inndælingunni og lokið myndunarferlinu hlutans með einu heilaslagi.
Eftir að moldun er lokið hreyfir stripparinn upp og ýtir út hlutann þar sem hlutinn er fjarlægður. Stundum er hlutformun samfelld ferli og eftir meðhöndlun fer þa ð einnig í gegnum stemmingarferli. Þetta er algengt þekkt sem samfelld molunarferli.
Við þessar meðferðaraðstæður eru meðhöndlaðir metalhlutir flutt yfir í næsta stig meðhöndlunar. Þessi ferli er hægt að gera handvirkt eða með flutningsleiðum. Flestir kerfi eru sjálfvirk og halda háum meðhöndlunarhraði. Næsta skrefið getur verið þrýstingsmeðhöndlun, stemming, þrýstingsþrýstingur eða annar aðrar meðhöndlun.
Dæmigerð umsókn á innsiglingu er mjög mikil. Meirihluti stóra málmálamyndunarleiðferða í bílbílaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíðnaíð
Þessi ferli er notaður til meðhöndlunar á líkum úr málmi myndavéla, farsímum, sjónvarpshylkjum, heimilistækjum og MP3 spilara. Kökku- og skrifstofubúnaður, tæki og hníf nota einnig þetta ferli. Ytri mynd og innri byggingu hluta má meðhöndla með þessum ferli.
Lítill lotuframleiðsla hluta með tengdum ferlum næst með blöðrumeðferð, metalsnúning eða bendingu. Þessar ferli geta framleitt myndir sem eru svipaðar málmstemplingum en þurfa háa starfshæfni.
Þrátt fyrir að merkingar og djúpt teikningarferli séu svipuð eru enn marktækir munur. Þegar þéttni hlutans er meiri en 1/2 af þvermáli skal lengja hlutann og minnka þéttni veggins. Þetta krefst smám saman og hægar aðgerðir til að forðast óhóflega þrengsli og tárun efnisins.
Ofurplastmolun getur framleitt stærri og djúpri hluta með einfaldri aðgerðum. Hins vegar er þessi framleiðsla takmörkuð við ál, magnesíum og títan þar sem það krefst að efnið hafi yfirplast.
Metallið sem myndast með því að meðhöndla gæði sameinar þvaglát og styrk málefnis hlutanna og aukir stífleika og ljósi.
Ef kröfur um yfirborðsáhrif eru ekki sérstaklega þröng þarf aðeins að þrýsta hlutum örlítið eftir vanmyndun. Sandblasting er notað til að draga úr rugði yfirborðsins. Einnig má framleiða hluta frekar með duftihúð, úðamálningu eða rafmagni.
Hugsunarmöguleikar benda til aðferða til að framleiða fljótt og nákvæmlega grunnmyndir með blöðrumálum. Þessi tækni má nota fyrir hringa, fjórðuga og fjölhorna.
Þunnir veggir hlutir geta verið styrkir með því að bæta við rifben, sem getur einnig dregið úr þyngd og meðferðarkostnaði. Að velja viðeigandi molda getur verið hægt að meðhöndla snið með samsettum kurvum og flóknum yfirborðum. Svipuð ferli til að ljúka þessu verki er blaðmálsmeðferð, en það krefst starfsfólks með háa tæknifæri. Það er hægt að setja mjúka molda á blöðrumeðferð metals og metalstemmingu. Ein hlið þessa myndunar er úr stíflu gúmmíi sem getur þrýst nægilega mikið til a ð mynda metal tómt á punginn.
Íhuganir um útsetningu: Stampameðferðin er framkvæmd á lóðréttri ás. Þess vegna myndast þvaghornið í öðru merkinu. Önnur innsigli felur í sér þrýstingsbreytingu, skerandi framhald og þrýstingsþrýstingsþrýsting.
Fyrsta merkingaraðgerðin getur aðeins dregið úr þvermál skorts efnisins um 30%. Samfelld aðgerð getur minnkað þvermál um 20%. Þetta þýðir a ð meðhöndlun sumra hluta krefst ákveðins fjölda stöðugs stemmingar.
Í djúpt teiknandi tækni er ferlið oft takmarkað af vélbúnaði vélina. Stærð vélbúnaðsins ákveður stærð billets og slökkvinn ákveður réttingarlengd. Meðferðarlotuna er ákvarðað með heilablóðfalli og flóknun hluta.
Þykkt innsiglaðs rótthreinsunarstáls er á bilinu 0,4 til 2 mm og það er mögulegt að framleiða allt að 6 mm þykktar plötur en það hefur áhrif á myndina.
Mjög málblöð má vinna í gegnum þetta ferli, svo sem kolstál, róttlaust stál, ál, magnesíum, skál, kopar, eir og zink.
Verkunarhlutfallið er tiltölulega mikið vegna þörfnunar á mikilli styrkleika metalmolda meðan á meðferðinni stendur. Hálfríkt gúmmímold eru minni kostnaðir en þurfa enn einhliða metalverkfæri og eiga aðeins við litla framleiðslu.
Meðferðarloturinn er mjög stuttur og hægt er að meðhöndla 1 til 100 hluta innan 1 mínútu. Þa ð þarf ákveðinn tíma til að skipta um og stilla molda.
Vinnuverðurinn er tiltölulega lágur vegna mikils stigs sjálfvirkni. Pólar auka marktækt starfskostnað.
Allt úrgangsefni má endurnýja vegna áhrifa á umhverfið. Það er hægt að nota þetta til að framleiða viðvarandi hluti.