

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

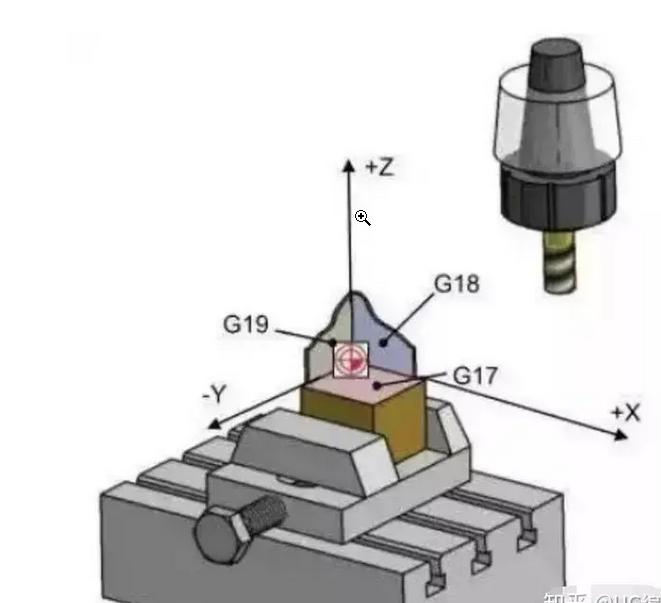
1[UNK] Upplýsingar í forritunaraðferðir: Vélverkfæri í miðtaugakerfi er gerð vélbúnaðar sem treystir á tölfræðilegt stjórnunarkerfi til a ð stjórna sjálfkrafa vélbúnaði og meðhöndla hluta. Í CNC vélartækjum eru fyrirmæli um forrit inngangur til að leyfa vélinni að framkvæma vélaraðgerðir á vinnustofninum. Það eru margar aðferðir til að forrita CNC vélartæki en algengustu aðferðin er þriggja ás forritaaðferðin. Stjórnun þriggja aks á við stjórnun staðsetningar og myndar verkefnisins sem meðhöndlaður er með því að stjórna þriggja stefnumótunum í miðtaugakerfisvélbett. Þrjár axlarnar eru X, Y og Z, talið í sömu röð. X-ás er stefna hreyfingu á vinnuleggjunni, Y-ás er vinstri og hægri stefnu og Z-ás er stefna upp og niður. 2[UNK] Leiðbeiningar um forritunarskref: 1. Aðgerð frá núll Fyrir forritun er nauðsynlegt a ð framkvæma núll aðgerð, sem þýðir að samhæfingarás á CNC vélartækinu snýr aftur til upphafsstaðar. 2. Yfirleitt eru tveir leiðir til a ð velja samhengiskerfi fyrir vélartæki miðtaugakerfisins: heildarsamhengiskerfi og hlutfallslegt samhengiskerfi. Heildarskoðunarkerfið reiknar stöðu vélarinnar byggt á föstum punkti á verkfærabönskunni vélarinnar sem uppruna sameindarinnar. Hlutfallslegt samhæfingarkerfi ákveður uppruna samhæfingar við upphafspunkt vélarinnar sem viðmiðunarpunkt og reiknar stöðu vélarinnar á grundvelli þess. 3. Það eru tvær milliþéttniaðferðir til að velja: línuleg milliþéttni og hringlag milliþéttni, sem eru notuð til að búa til beinar línur og kurvar, í sömu röð. Meðal þeirra eru tvær stefnur á milli boga: réttsælis og réttsælis. 4. Skrifaðu forrit sem byggist á vélarþörfum verkefnisins. Áætlun ætti að fylgja vélaráætlun um hratt og síðan hægt, þykkt og síðan fínt og lítið og síðan stórt. 5. Innsetja og ræsa forritið. Innsetja skrifað forritið í CNC vélartækið og ræsa forritið. Athugaðu að forritið þarf að endurbúa og athuga áður en byrjað er.
3[UNK] Varúðarráðstafanir við áætlun: 1. Inngangur áætlunar ætti að hafa athygli á réttan samsetningarsnið og leiðbeiningar. (2) Þegar staðfest er fyrir viðmiðun og tækjalengd er nauðsynlegt að stilla þær í samræmi við reglurnar sem vélbúnaðarstjórinn hefur lagt fram. (3) Til flóknari meðhöndlunar er nauðsynlegt að skera margar prófanir til að ákvarða breytur og endurgreiðslugildi áður en það er hægt að setja í formlega framleiðslu. 4. Meðan á meðferðinni stendur skal fylgjast með því a ð breyta meðferðarstuðunum á réttum tíma. 5. Áður en áætlunin er hafin skal taka öryggisaðgerðir og skoðun til að tryggja öryggi meðan á meðhöndlun stendur.
Í stuttu lagi er CNC vélbúnaðsforritun mikilvæg tæknilegt verkefni sem krefst hæfni í ákveðnum þekkingum. Aðeins æfing gerir fullkomin, og stöðug æfing og samantekt á reynslu geta skrifað hærri gæðaforrit. Ég vona ađ ofangreind innihald hjálpi öllum.







