English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Meðferðaráætlun og töluleg stjórnunaráætlun eru tvær mismunandi meðferðaráætlanir og það eru nokkur munur á milli þeirra.
Í fyrsta lagi er vélberðing tilgreind um ferlið við notkun hefðbundinna vélberðinna til vélberðingar. Þessar vélartæki eru m.a. millivélar, borðavélar, grindvélar, lokar o.s.frv. Við vélbúnað þarf aðila að stjórna hreyfingu vélbúnaðsins handvirkt og þéttni vélbúnaðsins samkvæmt meðferðartekni og teikningarþörfum. Verkunarferlið á þessari aðferð er tiltölulega einfalt, en það krefst starfsmanna að hafa ákveðina tæknilegar reynslu og hæfni.
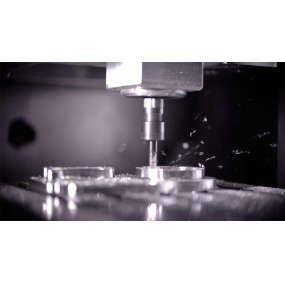
Tölfræðileg stjórnunartæki bendir til verkfæra til véla gegnum tölvustjórnunarkerfi. Tölfræðileg stjórnunartæki byggist aðallega á töfræðilegum forritum og sjálfvirkum stjórnunarkerfum, sem auðvelda vélverkfærinu að vinna samkvæmt tilgreindum leiðum og hraðum með forsettum forritum. Í CNC vélbúnaði þarf stjórnandi aðeins að vera ábyrgur fyrir að skrifa vélbúnaðið og síðan setja forritið inn í tölvustjórnkerfið og vélbúnaðið mun framkvæma samsvarandi vélbúnaðið samkvæmt forritinu. Í samanburði við vélbúnað hefur vélbúnað í miðtaugakerfi meiri sjálfvirkni og nákvæmni.
Í öðru lagi er nákvæmni vélbúnaðar og vélbúnaðar í miðtaugakerfi mismunandi. Vegna þess a ð vélberðingu er stjórnað með handvirkri aðgerð hefur tæknisviði og reynslu stjórnanda marktæk áhrif á nákvæmni véla. Tölfræðileg stjórnunartæki getur stjórnað nákvæmlega vélarferlinu með forsettum forritum og þannig bætt nákvæmni vélarinnar. Að auki getur vélbúnað í miðtaugakerfi einnig framkvæmt sjálfvirka bætingu og aðlagað forritið samkvæmt því hversu mikið vélbúnað er notað til að viðhalda stöðugleika vélbúnaðar nákvæmni.
Auk þess breytist framleiðsluvirkni vélbúnaðar og CNC-meðhöndlunar einnig. Vegna handvirkrar aðgerðar sem nauðsynlegar eru fyrir vélbúnað er meðhöndlunarhraði hlutfallslega hæg, á meðan vélbúnað í miðtaugakerfi getur sjálfkrafa framkvæmt meðhöndlunarhraði samkvæmt stillingum meðhöndlunarframsins og bætt framleiðsluvirkni. Þess vegna er vélbúnað í miðtaugakerfi viðeigandi í ástandi þar sem mikil framleiðsla er nauðsynleg.

Auk þess er ákveðinn munur á umfangi umsóknar milli vélbúnaðar og tölulegrar stjórnunarbúnaðar. Verkefni hentar til að meðhöndla nokkra einfalda hluta, svo sem holur, slots, grafar o.s.frv. Og miðtaugakerfi vélar geta framkvæmt flóknari vélar, svo sem yfirborðsvélar, samsettar vélar o.s.frv. Tölfræðileg stjórnunarvél getur einnig framkvæmt fjölakstengingu í samræmi við þörf vélarverkefnis og nákvæmari og flóknari vélaraðgerðir.
Að auki hefur vélbúnað í miðtaugakerfi einnig önnur ávinning. Í fyrsta lagi er vélbúnað í miðtaugakerfi hægt að meðhöndla samfellt án þess að þörf sé á breytingum á neyðartíma eða verkfærum og þannig bæta framleiðsluvirkni. Í öðru lagi getur vélbúnað í miðtaugakerfi framleitt margar tegundir og litlar lotur til að aðlagast breytingum á markaðsþörf. Að auki getur vélbúnað í miðtaugakerfi einnig gert líkningarbúnað, minnka tíma og kostnað tilraunar og aðlögun með tölvulíkingu vélbúnaðsins.
Í stuttu lagi eru vélbúnaðar og tölulegar stjórnunarvélar tveir mismunandi meðferðaráætlanir. Verkefnismeðferð byggist á handvirkri aðgerð með tiltölulega hægri meðferðarhraða, lítilli nákvæmni og stöðugleika og hentar einfaldri hlutmeðferð. Tölfræðileg stjórnunarvél byggist á tölvustjórnun, hefur mikið sjálfvirkt og nákvæmt vélarvél og hentar til flókna hluta vélarvéla og stór framleiðslu.