English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

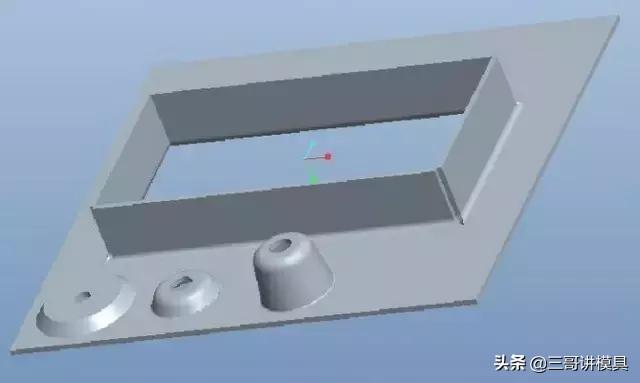
Hvað er blaðsmetalhluti? Blaðsmetalhluti eru umtalsverð kalt verkunarferli fyrir metalblaði (venjulega minna en 6 mm), sem felur í sér sniðingu, innfellingu/sniðingu/samsetningu, flögnun, sveiflun, rifningu, splicing og myndun til a ð framleiða hluti

Eiginleikar:
1. Einföld þykkni. Þykkt allra hluta er í einu samræmi
2. Lítill þyngd, hár styrkur, leiðslur, lágur kostnaður og góð framleiðsla í stórum framleiðslum
Framleiðslutækni
1. Klippa
Búnaðinn sem notaður er í skeringarferlinu er skeringarbúnaður sem getur skert málblað í grunnformi. Árangar þess eru m.a. lágar meðferðarkostnaðir; Óhagstæður: Nákvæmni er meðaltal, það eru gröfur í sniðinu og sniðingarmynd er einfald, sem eru öll einfaldir réttgrunnur eða aðrar einfaldar myndir sem samanstanda af beinum línum.
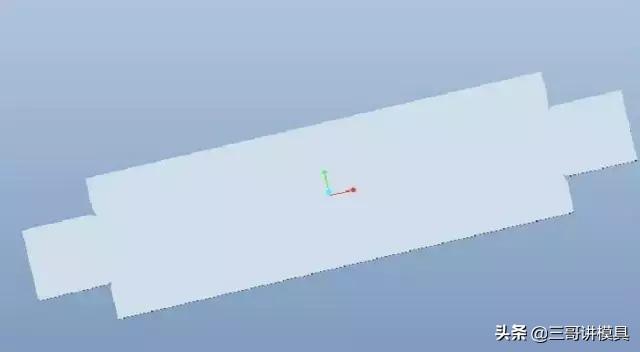
Áður en það er klippt er nauðsynlegt að reikna út ófalda stærð hlutanna. Ófalda stærð tengist beygjandi geisla, beygjandi horni, blaðsefni og þykkt blaðs.
2. Rush
Búnaðið til a ð sprauta er sprautavél sem getur framhaldið og myndað sniðefnið. Stampar á ýmsum formum krefjast mismunandi molda, sameiginlegra molda eru meðal annars kringlóttar holur, lengdar holur og protrusions; Há nákvæmni.
Ekki ætti að fjarlægja efnið og hæð yfirmannsins er takmarkað, sem tengist efni borðsins, þykkni borðsins og horni yfirmannsins hæls.
Það eru margar tegundir útrása, þ.m.t. hitastífluholur, uppsetningarholur o.s.frv. Vegna áhrifa beygjunar verður fjarlægð milli brún hannaðar holu og brún borðsins og beygjandi brún takmarkað
3. Laserasnið
Framleiðslubúnaður: Laserasniðvél
Hjá efnum sem ekki er hægt að fjarlægja með sniðum- eða innspýtingarferlum eða plötum með hárri hörðun sem geta skaðað moldinn, svo sem þeim sem eru með kringlóttum hornum, eða þegar engin tilbúin mold er til að stimpla nauðsynlegu formi, má nota leisersnið til að ljúka myndun efnisins áður en beygja
Árangar: Klippa án burra, mikill nákvæmni, sem getur klippað hvaða mynd sem er, svo sem lauf, blóm o.s.frv. Óhagstæður: Hár ferliskostnaður
4. Bending

Blönduvél
Þeir geta falið eða rúllað metalblaði í óskaða mynd, sem er myndunarferlið innihaldsefna; Verkefnið til a ð mynda óskaða mynd með kaldri þrýstingi á málblað með efri og neðri blaði bendingarbúnaðar er kallað bending.
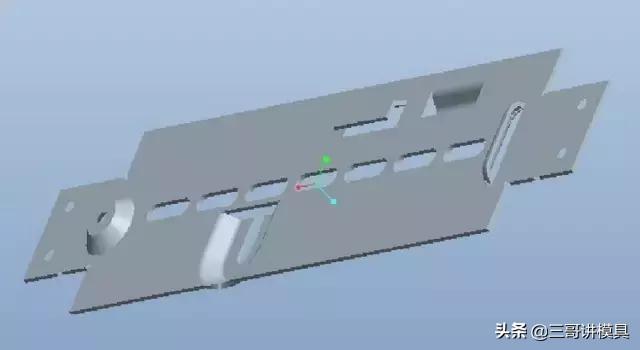
Böndun er síðasta skrefið í myndun blaðsmála hluta, og það eru nokkur punktar til að athuga hvenær hlutirnir geta verið opnaðir og beygðir í form. Neðan útskýrir ritstjórinn þau öllum.
1. Verkefnisbrot, eins og sýnt er á myndinni hér að neðan. Útbrotið er of mikið og er of mikið og fer yfir þéttni efnisins. Útbrotið er almennt notað til að auka stærð uppsetningarinnar eða forðast uppsetningarbrot. Því verður að útbreiða það án þess að breyta innri uppsetningu efnisins og hafa áhrif á styrk uppsetningarinnar. Til dæmis er hornið á milli konvex kóns og viðmiðunarplanar 45 og hæð er þrisvar sinnum þykkt plötunnar
2. Hlutlaust efni: Hlutlaust efni eru oft með mörgum lokuðum beygjandi brúnum, sem oft eru af völdum ferlisvilla eða teiknandi villa
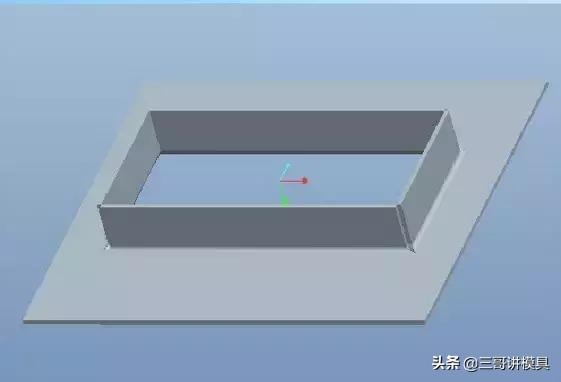
3. Beygjandi takmarkanir: Flestir beygjandi vélar hafa ákveðin takmarkanir á beygjandi
Einhliða hæð: Stærð beygjandi véls og hæð sniðbrún má ákvarða með því a ð nota fjölhliða stórhornsbeygjandi aðferð
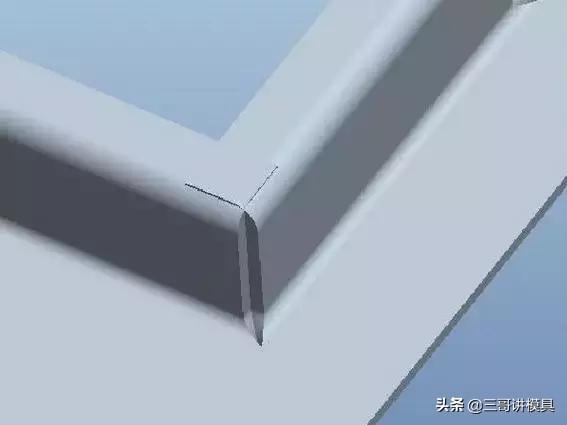
Tvíhliða hæð: ekki meira en hámarkshæð á annarri hliðinni. Auk allra takmörkuna á hæð á annarri hliðinni er hún einnig takmörkuð með neðri brún: beygjandi hæð 4. Þar sem blöðruhlutar eru myndaðir með því a ð beygja þunnt málblöð er snerting milli blöðruhluta ekki innsiglað og engin stíflur tenging er til staðar. Ef það er ekki meðhöndlað, mun það hafa áhrif á styrk. Venjuleg meðhöndlunarmeðferð er sveiflur. Tæknileg þörf á teikningunni eru: sveiflurhorn, sveiflurhorn og kringlóttur 5. Meðferð við yfirborði Vegna þunnar þykknis blöðrumálhluta hentar þær ekki til hitadífgunar. Algengar yfirborðsmeðferðaráætlanir eru fosfatur og rafstöðugur úði og litur er mismunandi við verkefnið. Þessi ferli hentar svörtum hlutum með ómeðhöndlað yfirborð Allt í lagi, þetta er allt fyrir blaðmálahlutana og nokkrar meðferðarteknir þeirra. Ef þú hefur einhverjar spurningar skaltu segja þá í athugasemdum kaflanum hér að neðan.