English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. è uno dei principali produttori professionali di parti metalliche di precisione in Cina, fondata nel 2006. Si occupa principalmente di affari come parti di lavorazione CNC, parti di stampaggio del metallo e lavorazione della lamiera.

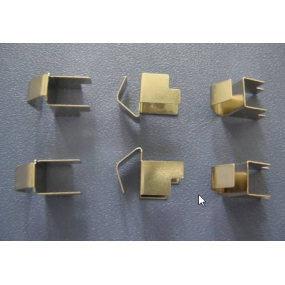
Attraverso la tecnologia di stiratura e stampaggio, possono essere prodotte parti a parete sottile con forme cilindriche, a gradini, sferiche, coniche e altre forme irregolari. Zhejiang Yiwei Precision è un produttore di stampaggio metallico di precisione, allungamento del metallo e stampaggio a iniezione incorporato. Siamo in grado di personalizzare e produrre vari tipi di gusci allungati, parti tese profonde e parti tese stampate. In questo articolo, l'editor introdurrà le caratteristiche delle parti di stampaggio stretch shell.
Le parti di stampaggio che allungano il guscio sono parti cilindriche a forma di bottiglia formate dal disegno profondo della lamiera. Nell'operazione di disegno profondo, il diametro della billetta è influenzato dalla circonferenza del guscio, che a sua volta è influenzato dalla fluidità del materiale di stampaggio e dalla resistenza di flusso interno e resistenza del bordo del materiale periferico;
Quando la resistenza del materiale del bordo supera il limite, il bordo si rugherà e diventerà instabile. Per evitare rughe, il materiale della parte stampata può scorrere senza intoppi tra il punzone e il supporto vuoto. Le due cause principali della rottura di trazione sono il rapporto tra il diametro della parte di stampaggio allungata e il diametro della billetta che supera il valore limite e il raggio di disegno. Quando si disegna una billetta piana in un guscio o in un guscio con un diametro inferiore, esiste un valore limite per la distanza di flusso verso l'interno del materiale, comunemente indicato come coefficiente di disegno. Il coefficiente di disegno finale è influenzato da fattori quali la fluidità del materiale di stampaggio, la sua resistenza alla compressione e la resistenza al flusso causata dalla compressione. L'eccessiva resistenza al flusso provoca danni e rughe ai bordi del guscio, che è un'area in cui la resistenza del materiale è debole.