

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

La tecnologia di stampaggio del metallo e stampaggio a freddo sono generalmente utilizzate per elaborare lamiere metalliche in forme concave poco profonde o profili curvi. Ha le caratteristiche di velocità di elaborazione veloce e di alta precisione. Può essere utilizzato per produrre una varietà di prodotti quotidiani, dalle carrozzerie ai pallet metallici.
Alto costo di lavorazione, alto costo della muffa e basso a medio costo unitario
Applicazioni tipiche: Automotive, Prodotti di consumo, Mobili
Applicabilità · Produzione su larga scala
Qualità di lavorazione · Alta qualità, piegatura precisa
Processi correlati: Disegno profondo, Filatura del metallo, Forma di piegatura
· Ciclo breve (da 1 secondo a 1 minuto)

Introduzione del processo: La timbratura del metallo è un metodo di lavorazione del metallo che si basa sulla deformazione plastica del metallo. Utilizza stampi e attrezzature di stampaggio per applicare pressione alla lamiera, causando deformazione plastica o separazione della lamiera, ottenendo così parti (parti stampate) con determinate forme, dimensioni e proprietà. La tecnologia di stampaggio svolge un ruolo importante nel processo di produzione delle carrozzerie automobilistiche.
La timbratura metallica può essere utilizzata per elaborare forme metalliche concave poco profonde e i requisiti di lavorazione per gli stampi sono relativamente elevati e questo processo è adatto solo per la produzione su larga scala. Questo processo ha un'alta precisione nella lavorazione e non c'è alcun cambiamento significativo nello spessore del materiale. Quando il rapporto tra profondità e diametro diminuisce, il processo di lavorazione è molto simile al disegno profondo, e nessuno di questi processi di lavorazione riduce significativamente lo spessore del materiale.
La produzione di massa di pezzi richiede l'uso completo di molteplici processi di formatura e taglio basati su utensili progressivi. Una serie di stampi sono essenziali nella rapida lavorazione. Nel processo di lavorazione delle parti, a volte è necessaria una seconda operazione su parti precedentemente formate. Alcune parti possono richiedere 5 o più operazioni, il che riflette il numero di processi coinvolti. Questo processo può trasformare lamiere metalliche in forme cilindriche, coniche ed emisferiche. La frequente combinazione di stampaggio e pressatura nel processo offre una vasta gamma di scelte per l'intero design, come quando si lavora bordi flangiati, mozzi asimmetrici e forme con perforazioni, le caratteristiche distintive di questo processo sono evidenti.
Descrizione tecnica 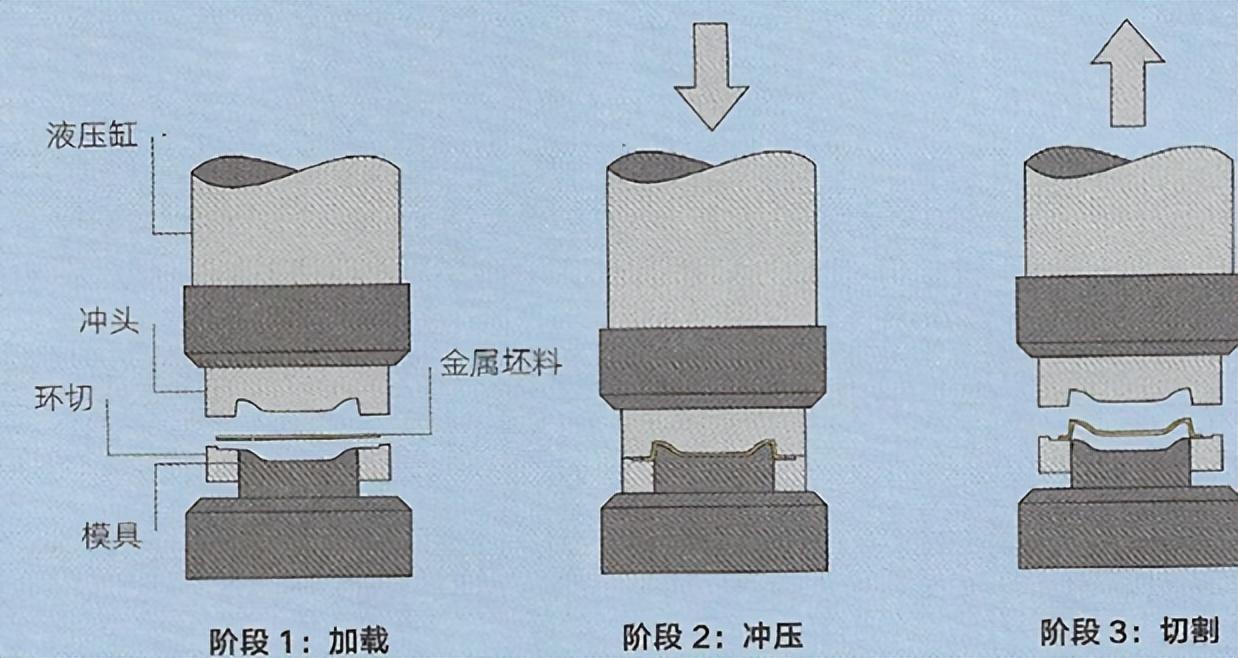
Il processo specifico di stampaggio del metallo su una punzonatrice consiste nel trasmettere potenza al punzone attraverso un cilindro idraulico o un dispositivo meccanico (come una pressa a camme). Generalmente, i cilindri idraulici sono scelti perché la loro pressione è distribuita uniformemente durante l'intero ciclo di stampaggio, e quelli che utilizzano dispositivi meccanici hanno un posto anche nell'industria della lavorazione dei metalli.
Punzoni e stampi sono specializzati e generalmente eseguono solo una singola operazione di formatura o punzonatura. Durante il funzionamento, le billette metalliche vengono solitamente caricate sul banco di lavoro. Quindi serrare il punzone e completare il processo di formatura della parte in un colpo solo.
Dopo che lo stampaggio è completato, lo stripper si sposta verso l'alto e spinge fuori la parte, a questo punto la parte viene rimossa. A volte la formazione di parti è un processo continuo e dopo l'elaborazione, passa anche attraverso un processo di stampaggio. Questo è comunemente noto come processo di stampaggio continuo.
In queste condizioni di lavorazione, le parti metalliche lavorate vengono trasferite alla fase successiva della lavorazione. Questo processo può essere fatto manualmente o attraverso tracce di trasferimento. La maggior parte dei sistemi sono automatizzati e mantengono elevate velocità di elaborazione. La fase successiva può riguardare l'elaborazione a pressione, lo stampaggio, il curling o altre lavorazioni secondarie.
L'applicazione tipica della lavorazione dello stampaggio è molto estesa. La stragrande maggioranza delle tecniche di lavorazione dei metalli su larga scala nell'industria automobilistica sono stampaggio o estrusione, tra cui carrozzeria, rivestimento delle porte e bordatura.
Questo processo viene utilizzato per la lavorazione di corpi macchina fotografica metallici, telefoni cellulari, involucri TV, elettrodomestici e lettori MP3. Anche attrezzature da cucina e ufficio, utensili e coltelli utilizzano questo processo. La forma esterna e la struttura interna delle parti possono essere lavorate utilizzando questo processo.
La produzione in lotti di piccole parti utilizzando processi correlati è ottenuta attraverso la lavorazione della lamiera, la filatura del metallo o la piegatura. Questi processi possono produrre forme simili alla timbratura del metallo, ma richiedono elevate abilità lavorative.
Anche se i processi di stampaggio e disegno profondo sono simili, ci sono ancora differenze significative. Quando la profondità del pezzo è superiore a 1/2 del diametro, il pezzo deve essere allungato e lo spessore della parete ridotto. Ciò richiede un funzionamento graduale e lento per evitare eccessivi allungamenti e strappi del materiale.
Lo stampaggio superplastico può produrre parti più grandi e più profonde utilizzando semplici operazioni. Tuttavia, questa lavorazione è limitata all'alluminio, al magnesio e al titanio perché richiede che il materiale abbia superplasticità.
Il profilo metallico formato dalla qualità di lavorazione combina la duttilità e la resistenza del materiale metallico delle parti, migliorando rigidità e luminosità.
Se i requisiti di effetto superficiale non sono particolarmente severi, le parti devono essere leggermente sbavate solo dopo la deformazione. La sabbiatura viene utilizzata per ridurre la rugosità superficiale. Le parti possono anche essere ulteriormente lavorate attraverso verniciatura a polvere, verniciatura a spruzzo o galvanizzazione.
Le opportunità di progettazione si riferiscono ai metodi di produzione rapida e accurata di forme concave superficiali utilizzando lamiere. Questa tecnica può essere utilizzata per cerchi, quadrati e poligoni.
Le parti con pareti sottili possono essere rafforzate aggiungendo costole, che possono anche ridurre il peso e i costi di lavorazione. Scegliendo stampi appropriati è possibile elaborare profili con curve composite e superfici complesse. Un processo simile per completare questo compito è la lavorazione della lamiera, ma richiede lavoratori con elevate competenze tecniche. Stampi morbidi possono essere applicati alla lavorazione della lamiera e alla timbratura del metallo. Un lato di questo stampo è realizzato in gomma rigida, che può applicare una pressione sufficiente per formare un vuoto metallico sul punzone.
Considerazioni progettuali: La lavorazione dello stampaggio avviene su un asse verticale. Pertanto, l'angolo concavo si forma nella seconda timbratura. Lo stampaggio secondario include deformazione di pressione, estensione di taglio e curling.
La prima operazione di stampaggio può ridurre solo il diametro del materiale difettoso del 30%. Il funzionamento continuo può ridurre il diametro del 20%. Ciò significa che la lavorazione di alcune parti richiede un certo numero di stampaggio continuo.
Nella tecnologia di trafilatura profonda, il processo è spesso limitato dalla capacità di lavorazione della macchina. La dimensione del letto della macchina determina la dimensione della billetta e la corsa determina la lunghezza di allungamento. Il ciclo di lavorazione è determinato dalla corsa e dalla complessità delle parti.
Lo spessore dell'acciaio inossidabile stampato varia da 0,4 a 2mm ed è possibile elaborare lastre spesse fino a 6mm, ma è influenzato dalla forma.
Molte lamiere metalliche possono essere lavorate attraverso questo processo, come acciaio al carbonio, acciaio inossidabile, alluminio, magnesio, ciotola, rame, ottone e zinco.
Il costo di lavorazione è relativamente alto a causa della necessità di stampi metallici ad alta resistenza durante la lavorazione. Gli stampi in gomma semirigida hanno costi inferiori, ma richiedono ancora utensili metallici monolaterali e sono adatti solo per la produzione su piccola scala.
Il ciclo di lavorazione è molto breve e da 1 a 100 parti possono essere lavorate in 1 minuto. La sostituzione e l'impostazione degli stampi richiede una certa quantità di tempo.
Il costo del lavoro è relativamente basso a causa dell'alto grado di automazione. La lucidatura aumenterà significativamente i costi del lavoro.
Tutti i materiali di scarto possono essere riciclati a causa dell'impatto ambientale. La tecnologia di stampaggio del metallo può essere utilizzata per produrre articoli durevoli.










