English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

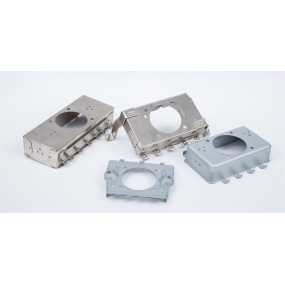
La formazione di parti di stampaggio in metallo è principalmente causata da polvere o limatura di ferro attaccata all‘aspetto di materie prime o stampi. Quindi come possiamo evitare questa situazione?
1. Ispezione e correzione dello stampo di trafilatura del metallo: lo stampo di trafilatura deve essere controllato e mantenuto regolarmente per ridurre il verificarsi di urti e urti e mantenere uno stato stabile. La pratica abituale è quella di utilizzare campioni per controllare i graffi di incollaggio del supporto del bianco e le condizioni della superficie lavorata (filetto dello stampo, filetto del punzone);
2. Ispezione e correzione delle fustelle per stampi per metalli: la ragione degli urti e degli urti dopo il processo di taglio è che la polvere di ferro si verifica durante il processo di taglio, quindi è necessario osservare la polvere di ferro prima dello stampaggio per evitare urti e urti;  3. Velocità appropriata del manipolatore: per la produzione di stampi semiautomatici, quando il punzone da disegno è nell‘orientamento inferiore dello stampo e la velocità del manipolatore è molto veloce, la bava cadrà sulla parte superiore del punzone, causando urti e urti. Per prevenire questo problema, possiamo fare l‘esperimento di scarico della parte prima della produzione e impostare ragionevolmente la velocità e l‘angolo di scarico del manipolatore in modo che non tocchi la parte e lo stampo inferiore;
3. Velocità appropriata del manipolatore: per la produzione di stampi semiautomatici, quando il punzone da disegno è nell‘orientamento inferiore dello stampo e la velocità del manipolatore è molto veloce, la bava cadrà sulla parte superiore del punzone, causando urti e urti. Per prevenire questo problema, possiamo fare l‘esperimento di scarico della parte prima della produzione e impostare ragionevolmente la velocità e l‘angolo di scarico del manipolatore in modo che non tocchi la parte e lo stampo inferiore;
4. Controllare la superficie di taglio: durante il taglio della bobina, l‘usura e il danneggiamento dello stampo di taglio faranno aderire al bordo molte minuscole polveri di ferro, quindi è necessario controllare la doppia superficie di taglio nell‘area del materiale o nella linea di stampaggio prima di stampare la produzione e pulire il foglio in tempo per rimuovere le sbavature.
5. Controllare il dispositivo di pulizia del foglio: prima della produzione di parti di stampaggio in metallo, è necessario controllare e tagliare contemporaneamente la disposizione di pulizia, in modo che possa essere più efficace pulire il foglio, che è anche molto necessario, e anche prestare attenzione alla fessura del rullo e alla qualità dell‘olio di pulizia. Il metodo dettagliato consiste nell‘applicare la vernice rossa su una piastra d‘acciaio e farlo passare attraverso la disposizione di pulizia. A quel tempo, controlla la forma dell‘antecedente della vernice rossa revocata. Se il tasso di rimozione non è qualificato, è necessario controllare e tagliare la disposizione di pulizia. Quando manca l‘olio di pulizia, deve essere ridotto in tempo.
Questo articolo proviene da EMAR Mold Co., Ltd. Per ulteriori informazioni relative a EMAR, fare clic su: www.sjt-ic.com,