English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Migliorare la qualità della lavorazione della lamiera è un modo per i produttori di lavorazione della lamiera per migliorare le loro risorse aziendali. Quindi, come dovremmo migliorare la qualità della lavorazione della lamiera? L‘editor di lavorazione della lamiera lo analizzerà per te.
Come si può migliorare la qualità della lavorazione della lamiera?
 In primo luogo, fare un buon lavoro nella lavorazione della lamiera.
In primo luogo, fare un buon lavoro nella lavorazione della lamiera.
Nella lavorazione della lamiera, ci sono generalmente quattro metodi per la tranciatura, vale a dire:
Macchina da taglio: si tratta di utilizzare una macchina da taglio per tagliare le dimensioni esterne, quindi perforare la macchina in combinazione con lo stampo per punzonatura, taglio angolare, ecc., Quindi completare il taglio.
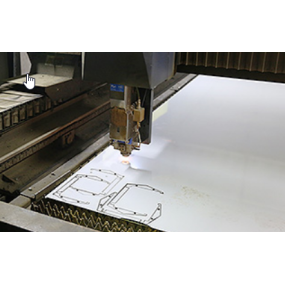
Taglio laser: è l‘uso del taglio laser per ritagliare la forma strutturale desiderata.
Punzonatura: è l‘uso di un punzone per formare parti piatte e altre strutture, che possono essere completate in un unico passaggio o in passaggi.
Blanking a controllo numerico: è comunemente usato in ZUI, che consiste nel realizzare il controllo numerico attraverso la programmazione, quindi può eseguire la punzonatura della struttura e della forma, quindi completare la tranciatura.
Quali sono i requisiti di qualificazione per il personale addetto alla lavorazione della lamiera? Quali sono gli obiettivi specifici? Se si tratta di un operatore di lamiera junior, è necessario essere in grado di comprendere i disegni, nonché il semplice funzionamento dell‘attrezzatura, senza essere troppo profondi e complicati. E intermedio, è necessario essere in grado di comprendere disegni più complessi e avere determinate conoscenze fisiche. Pertanto, obiettivi diversi hanno requisiti diversi.
In secondo luogo, fai un buon lavoro di taglio della lavorazione della lamiera.
Durante la lavorazione di parti in lamiera, a volte si verificano alcuni problemi, come il taglio laser, quindi dovremmo averne una migliore comprensione. Quindi discutiamo e analizziamo brevemente.
1. Deformazione. La ragione principale è che durante la lavorazione di piccoli fori, non vengono utilizzate perforazioni esplosive, ma vengono utilizzate perforazioni a impulsi, che influiranno sulla qualità della lavorazione.
2. Bava. Le ragioni principali sono: la posizione su e giù del fuoco laser non è corretta, o la potenza di uscita non è buona, o la velocità di taglio non è buona, la purezza del gas non è buona, ecc., Quindi deve essere analizzato in dettaglio.
3. Non è completamente tagliato durante il taglio. La velocità della linea di taglio laser è troppo veloce o la selezione dell‘ugello della testa laser non corrisponde allo spessore della piastra di lavorazione, il che causerà questo problema e quindi influirà sulla qualità della lavorazione.
In terzo luogo, fare un buon lavoro nel centro di lavorazione della lamiera.
Nella piegatura di materiali in lamiera, gli strumenti e le fessure degli utensili da utilizzare per la piegatura devono essere determinati in base ai requisiti dimensionali dei disegni e allo spessore dei materiali, ecc., Per evitare che il prodotto e l‘utensile si scontrino e quindi causino deformazioni. Inoltre, anche l‘ordine di piegatura è molto importante, generalmente prima all‘interno e poi all‘esterno, prima piccolo e poi grande, e prima speciale e poi generale. Se il pezzo deve premere il bordo morto, deve essere utilizzato lo stampo di livellamento.
La rivettatura a pressione del pezzo deve tenere conto dell‘altezza del perno, nonché della pressione della pressa, ecc. Inoltre, il perno e la superficie del pezzo devono essere a filo per evitare di rendere il pezzo obsoleto e inutilizzabile.
La saldatura nella lavorazione della lamiera comprende generalmente la saldatura ad arco di idrogeno, la saldatura a punti, la saldatura ad arco tecnico e la saldatura di mantenimento dell‘anidride carbonica. Quando si effettua la saldatura a punti, la posizione di saldatura dovrebbe essere presa in considerazione.
Nella lavorazione della lamiera, il trattamento dell‘aspetto dovrebbe essere selezionato in base alla situazione reale. Se si tratta di lavorazione della piastra fredda, generalmente viene effettuato prima il trattamento galvanico, quindi il trattamento di fosfatazione e quindi la spruzzatura dopo ZUI. La sua spruzzatura è divisa in artigianato e iniziativa.
Inoltre, dopo che la lamiera è stata lavorata, è necessario controllare l‘aspetto, compresa la scala, ecc. Se c‘è qualche problema, dovrebbe essere riparato o direttamente rottamato per garantire la qualità della lavorazione.
In quarto luogo, migliorare il livello tecnico dei maestri di lavorazione della lamiera.
1. Sulla superficie delle parti, la pelle di ossido deve essere rimossa prima e non ci dovrebbero essere difetti o danni prima della lavorazione.
2. Se la tempra ad alta frequenza deve essere eseguita, la temperatura di tempra deve rientrare nell‘intervallo di temperatura richiesto dalle normative e deve essere eseguito un trattamento di invecchiamento ad alta temperatura.
3. Se non ci sono requisiti di forma per il servizio pubblico, dovrebbe essere conforme ai requisiti delle regole in GB1184-80 e l‘errore ammissibile della sua lunghezza dovrebbe essere generalmente nell‘intervallo di 0,5 mm.
4. Dopo l‘installazione dell‘ingranaggio, il gioco della superficie del dente deve essere conforme ai requisiti di GB10095 e GB11365.
5. Prima di installare le parti, è necessario eseguire alcune ispezioni e pulizie necessarie per evitare di introdurre oggetti estranei. Inoltre, controllare lo spazio di accoppiamento, ecc.