

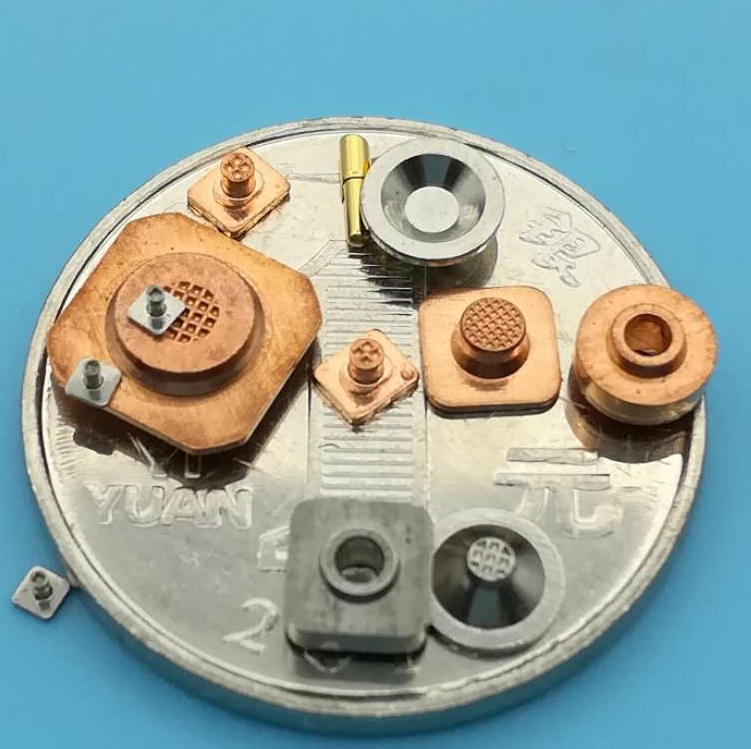
 La tecnologia di estrusione a freddo di precisione è un ramo sviluppato dall‘estrusione a freddo ordinaria negli ultimi anni. È il risultato dell ‘"ibridazione" dell‘estrusione a freddo ordinaria e della tecnologia di stampaggio di precisione e la prospettiva di sviluppo è molto ampia. Nella fase iniziale dello sviluppo della tecnologia di estrusione a freddo di precisione, l‘estrusione del pilastro freddo è stata utilizzata per risolvere i requisiti del prodotto. I passaggi principali sono: tranciatura - torta del pilastro - ricottura di rammollimento - trattamento di saponificazione fosfatante - estrusione composita - separazione - ricottura di rammollimento - trattamento di saponificazione fosfatante - stampaggio per estrusione inversa - taglio a separazione. I principali problemi dell‘estrusione a freddo ordinaria sono: in primo luogo, la precisione del prodotto è bassa, generalmente può raggiungere solo 0,05 mm. In secondo luogo, l‘efficienza di produzione del prodotto è bassa, perché il materiale è piccolo e lo stampo è difficile da installare, le fasi del processo sono molte e il materiale embrionale può essere caricato solo manualmente e l‘output giornaliero è di circa 10.000 particelle. Queste due caratteristiche fatali influenzano notevolmente la domanda di prodotti da parte del cliente e diventano una barriera tecnica per l‘estrusione a freddo di precisione. EMAR Hardware era un produttore specializzato nello stampaggio di precisione e nelle normali parti hardware per estrusione a freddo prima del 2010 e ha accumulato una ricca esperienza nello stampaggio di precisione e nell‘estrusione a freddo ordinaria. Dopo il 2010, in risposta ai requisiti sempre più rigorosi dei clienti per la precisione delle parti elettroniche e alla crescente domanda del mercato, è stato deciso di investire nella ricerca e nello sviluppo della tecnologia di estrusione a freddo di precisione. Si propone di ibridare la tecnologia di stampaggio di precisione con la normale tecnologia di estrusione a freddo, sperando che il prodotto possa essere realizzato attraverso il normale processo di estrusione a freddo ma con la stessa alta precisione e alto rendimento dello stampaggio di precisione. Gli ingegneri dell‘ufficio tecnico EMAR sono stati all‘altezza delle aspettative. Dopo tre anni di ricerca continua, hanno finalmente risolto una serie di problemi e difficoltà nella tecnologia di estrusione a freddo di precisione. Nel 2013, hanno richiesto un certificato di brevetto per il processo di produzione della tecnologia di estrusione a freddo di precisione. Il problema più difficile da risolvere nella tecnologia di estrusione a freddo di precisione è il processo di alimentazione di precisione e il processo di lubrificazione dell‘embrione durante l‘alimentazione continua. Il processo di alimentazione di precisione non può essere risolto e c‘è un prodotto difettoso ogni 10.000 prodotti. Questo è un problema di qualità molto serio nell‘industria di produzione di prodotti elettronici. La lubrificazione degli embrioni di stampo continuo non può essere risolta fosfatando la ricottura di saponificazione e altri processi come la normale estrusione a freddo. Deve essere risolto insieme ai maestri chimici. Fortunatamente, i nostri ingegneri sono pazienti e perseveranti. Dopo tre anni di supporto tecnico dall‘Università Jiao Tong di Shanghai e dall‘Istituto di applicazione dei materiali dell‘Istituto di tecnologia di Harbin, abbiamo raggiunto l‘odierna tecnologia di estrusione a freddo di precisione. Il successo della ricerca e dello sviluppo della tecnologia di estrusione a freddo di precisione quest‘anno è stato di 4 anni, i 4 anni in cui siamo ancora in continua esplorazione e miglioramento, ora possono essere diversi materiali come: lega di ferro-nichel, acciaio inossidabile, rame privo di ossigeno, rame, acciaio ad alta velocità, acciaio per cuscinetti, acciaio a basso tenore di carbonio, alluminio duro e altri materiali per la lavorazione di estrusione a freddo di precisione, la precisione del prodotto può raggiungere 0,02 mm, la produzione giornaliera in modalità singola può raggiungere oltre 200.000 particelle! Poiché la pressione dell‘estrusione a freddo di precisione sulle parti è molto grande e il danno allo stampo è relativamente veloce, ciò richiede che i progettisti di stampi esperti migliorino la struttura dello stampo e la struttura del punzone, il che favorisce il flusso di materiali nella cavità dello stampo. Allo stesso tempo, anche il miglioramento dei materiali lubrificanti è continuo. EMAR è arrivato passo dopo passo. La manutenzione dello stampo è passata da una volta ogni 3 giorni a una volta ogni 6 giorni per ora essere in grado di lavorare continuamente per 15 giorni e deve essere mantenuta una volta. Si può dire che la tecnologia di estrusione a freddo di precisione è maturata ed è ora di raccogliere! Amici, se avete parti elettroniche di microprecisione da avviare, cercate l‘hardware EMAR.
La tecnologia di estrusione a freddo di precisione è un ramo sviluppato dall‘estrusione a freddo ordinaria negli ultimi anni. È il risultato dell ‘"ibridazione" dell‘estrusione a freddo ordinaria e della tecnologia di stampaggio di precisione e la prospettiva di sviluppo è molto ampia. Nella fase iniziale dello sviluppo della tecnologia di estrusione a freddo di precisione, l‘estrusione del pilastro freddo è stata utilizzata per risolvere i requisiti del prodotto. I passaggi principali sono: tranciatura - torta del pilastro - ricottura di rammollimento - trattamento di saponificazione fosfatante - estrusione composita - separazione - ricottura di rammollimento - trattamento di saponificazione fosfatante - stampaggio per estrusione inversa - taglio a separazione. I principali problemi dell‘estrusione a freddo ordinaria sono: in primo luogo, la precisione del prodotto è bassa, generalmente può raggiungere solo 0,05 mm. In secondo luogo, l‘efficienza di produzione del prodotto è bassa, perché il materiale è piccolo e lo stampo è difficile da installare, le fasi del processo sono molte e il materiale embrionale può essere caricato solo manualmente e l‘output giornaliero è di circa 10.000 particelle. Queste due caratteristiche fatali influenzano notevolmente la domanda di prodotti da parte del cliente e diventano una barriera tecnica per l‘estrusione a freddo di precisione. EMAR Hardware era un produttore specializzato nello stampaggio di precisione e nelle normali parti hardware per estrusione a freddo prima del 2010 e ha accumulato una ricca esperienza nello stampaggio di precisione e nell‘estrusione a freddo ordinaria. Dopo il 2010, in risposta ai requisiti sempre più rigorosi dei clienti per la precisione delle parti elettroniche e alla crescente domanda del mercato, è stato deciso di investire nella ricerca e nello sviluppo della tecnologia di estrusione a freddo di precisione. Si propone di ibridare la tecnologia di stampaggio di precisione con la normale tecnologia di estrusione a freddo, sperando che il prodotto possa essere realizzato attraverso il normale processo di estrusione a freddo ma con la stessa alta precisione e alto rendimento dello stampaggio di precisione. Gli ingegneri dell‘ufficio tecnico EMAR sono stati all‘altezza delle aspettative. Dopo tre anni di ricerca continua, hanno finalmente risolto una serie di problemi e difficoltà nella tecnologia di estrusione a freddo di precisione. Nel 2013, hanno richiesto un certificato di brevetto per il processo di produzione della tecnologia di estrusione a freddo di precisione. Il problema più difficile da risolvere nella tecnologia di estrusione a freddo di precisione è il processo di alimentazione di precisione e il processo di lubrificazione dell‘embrione durante l‘alimentazione continua. Il processo di alimentazione di precisione non può essere risolto e c‘è un prodotto difettoso ogni 10.000 prodotti. Questo è un problema di qualità molto serio nell‘industria di produzione di prodotti elettronici. La lubrificazione degli embrioni di stampo continuo non può essere risolta fosfatando la ricottura di saponificazione e altri processi come la normale estrusione a freddo. Deve essere risolto insieme ai maestri chimici. Fortunatamente, i nostri ingegneri sono pazienti e perseveranti. Dopo tre anni di supporto tecnico dall‘Università Jiao Tong di Shanghai e dall‘Istituto di applicazione dei materiali dell‘Istituto di tecnologia di Harbin, abbiamo raggiunto l‘odierna tecnologia di estrusione a freddo di precisione. Il successo della ricerca e dello sviluppo della tecnologia di estrusione a freddo di precisione quest‘anno è stato di 4 anni, i 4 anni in cui siamo ancora in continua esplorazione e miglioramento, ora possono essere diversi materiali come: lega di ferro-nichel, acciaio inossidabile, rame privo di ossigeno, rame, acciaio ad alta velocità, acciaio per cuscinetti, acciaio a basso tenore di carbonio, alluminio duro e altri materiali per la lavorazione di estrusione a freddo di precisione, la precisione del prodotto può raggiungere 0,02 mm, la produzione giornaliera in modalità singola può raggiungere oltre 200.000 particelle! Poiché la pressione dell‘estrusione a freddo di precisione sulle parti è molto grande e il danno allo stampo è relativamente veloce, ciò richiede che i progettisti di stampi esperti migliorino la struttura dello stampo e la struttura del punzone, il che favorisce il flusso di materiali nella cavità dello stampo. Allo stesso tempo, anche il miglioramento dei materiali lubrificanti è continuo. EMAR è arrivato passo dopo passo. La manutenzione dello stampo è passata da una volta ogni 3 giorni a una volta ogni 6 giorni per ora essere in grado di lavorare continuamente per 15 giorni e deve essere mantenuta una volta. Si può dire che la tecnologia di estrusione a freddo di precisione è maturata ed è ora di raccogliere! Amici, se avete parti elettroniche di microprecisione da avviare, cercate l‘hardware EMAR.
Ciao! Benvenuti sul sito web dell'azienda EMAR!
 Italian
Italian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque










