English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

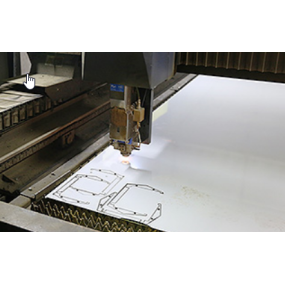
Nel vicino impianto di stampaggio, la maggior parte delle posizioni in cui si verificano cricche di trazione nelle parti di trazione di stampaggio sono all‘estremità inferiore della parete del cilindro del pezzo e del filetto esterno o leggermente al di sotto, che è la cosiddetta sezione di rischio. La ragione principale è che il valore di deformazione nella sezione di rischio è troppo grande, superando la massima sollecitazione di trazione che può sopportare, con conseguente assottigliamento significativo dello spessore della parete. Le ragioni principali per influenzare le cricche di trazione delle parti di trazione cilindriche sono le seguenti:
1. Proprietà meccaniche della lamiera. Più piccolo è il rapporto di carico di snervamento della materia prima, maggiore è il delta di allungamento e più favorevole è per la parte di trazione. Poiché il carico di snervamento è piccolo, la deformazione sagomante della materia prima è migliore, la resistenza che si verifica durante la deformazione è relativamente piccola e anche lo sforzo di trazione alla parete del cilindro è ridotto insieme; la resistenza alla trazione bs è grande, la resistenza della sezione di rischio è aumentata in modo corrispondente e la probabilità di difetti di cricca di trazione è ridotta. Il delta di allungamento della lamiera è grande e non è facile mostrare un fenomeno di collo sottile durante lo stampaggio e lo stiramento, quindi la sezione di rischio è molto più sottile e le cricche di trazione saranno ritardate.
2. Coefficiente di trazione m. Più piccolo è questo valore m, maggiore è il grado di deformazione del pezzo allungato ogni volta. Sebbene il numero di volte di allungamento del pezzo allungato possa essere ridotto, ciò porterà ad un aumento dello spessore del pezzo allungato e ad una rottura più semplice.  3. Il raggio del filetto dello stampo concavo. Se il raggio del filetto della transizione dello stampo concavo è troppo piccolo, durante il processo di allungamento, la resistenza alla deformazione si verificherà a causa dello zigzag sul filetto e della deformazione di raddrizzamento del foglio durante l‘allungamento, con conseguente forte aumento della resistenza di attrito tra i due, e anche la forza di trazione totale aumenterà di conseguenza, causando un foglio allungato troppo sottile, che a sua volta causerà crepe nel pezzo allungato.
3. Il raggio del filetto dello stampo concavo. Se il raggio del filetto della transizione dello stampo concavo è troppo piccolo, durante il processo di allungamento, la resistenza alla deformazione si verificherà a causa dello zigzag sul filetto e della deformazione di raddrizzamento del foglio durante l‘allungamento, con conseguente forte aumento della resistenza di attrito tra i due, e anche la forza di trazione totale aumenterà di conseguenza, causando un foglio allungato troppo sottile, che a sua volta causerà crepe nel pezzo allungato.
4. Raggio del filetto di perforazione. Durante il processo di allungamento, se il valore del raggio del filetto dell‘estremità anteriore del punzone è troppo piccolo, il foglio aumenterà attraverso la deformazione tortuosa in questa parte, che farà diminuire la resistenza del foglio nella sezione di rischio, quindi è più facile mostrare gravi assottigliamenti e crepe da trazione nella sezione di rischio.
5. Forza e scorrevolezza del supporto in bianco. La forza del supporto in bianco dell‘anello del supporto in bianco non dovrebbe essere troppo grande, altrimenti sarà difficile che i dati entrino nello spazio tra gli stampi superiori e inferiori durante l‘allungamento, il che porterà a una più facile fessurazione delle parti. Durante il processo di allungamento, vengono prese misure fluide negli angoli di transizione dello stampo per ridurre il fenomeno della fessurazione delle parti allungate.
Secondo i punti di cui sopra, gli impianti di stampaggio vicini possono ridurre i difetti di cracking durante la lavorazione.
Questo articolo proviene da EMAR Mold Co., Ltd. Per ulteriori informazioni relative a EMAR, fare clic su: www.sjt-ic.com!