

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

高級」「数値制御」「工作機械」
この6つの字には3つの概念が含まれているので、1つずつ見てみましょう。

Handtmann PBZ HD 5軸NCフライス盤1台
まず、「工作機械」とは何ですか。
狭義の「工作機械」とは通常、「切削工作機械」(「狭義の上」というのは、現在では3 Dプリントなどの増材製造工作機械やその他の特殊工作機械も登場しているため)を指し、切削工作機械は切削の方法でワークブランクを機械部品に加工する機械を指す。つまり、工作機械は機械を製造する機械であるため、「工作親機」とも呼ばれ、日本語では「工作機械(こうさくきかい)」、英語では「Machine Tools」とも呼ばれている。
最初の本当の意味での工作機械は実はボーリングマシンで、イギリスの実業家John Wilkinsonによって1775年に発明された[1]。このボーリングマシンの最初の発明動機は、当時の軍事的に高精度の大砲砲砲砲筒を製造していた実際の問題を解決するためだった。
ボーリング加工は工具を用いて回転ワークの上穴またはその他の円形輪郭内径を拡大する切削技術である。これは旋削に対応しており、旋削は工具で旋回ワークの外径を小さくしたり、端面成形を行ったりする切削技術である。[2]
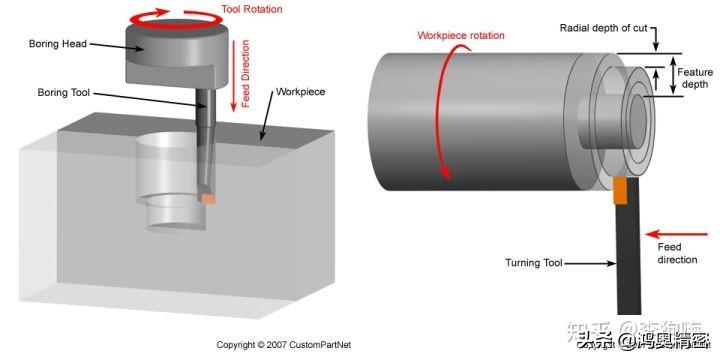
ボーリング(左)とターニング(右)プロセス
47歳のWilkinsonは父親の工場で努力を重ね、珍しい精度で大砲砲砲筒を製造できる新しい機械を作った。動作原理は:水車を通じてボーリングナイフを固定した回転軸を回転させ、それを円筒ワークに対して推進させ、その中でボーリングナイフを固定した回転軸は円筒を貫通して両端で支持し、刃物とワークの間に相対運動があるため、材料はボーリング精度の高い円筒穴から掘り出される。
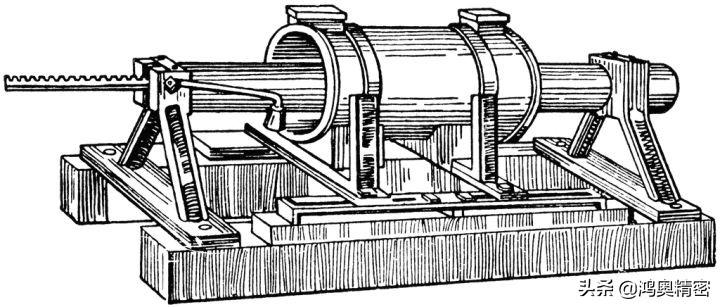
最初のボーリングマシンの概略図
そして、このボーリングマシンは後に蒸気機関シリンダの加工に用いられる。原因はJames Wattが蒸気機関を発明した後、鍛造の方法を用いて蒸気機関のシリンダを製造するのは非常に困難であり、しかもシリンダは製造精度が低すぎるため、空気漏れが深刻であり、蒸気機関の製造とその使用効率の向上を制限した。[3]このボーリングマシンを採用した後、50インチ以上の高精度シリンダを製造することができ、蒸気機関シリンダの加工品質と生産効率を大幅に向上させたため、大きな成功を収めた。
その後、さまざまな加工技術のニーズに応えるために、旋盤、フライス盤、平削り盤、研削盤、ボール盤などさまざまなタイプの工作機械が相次いで登場した。[4]
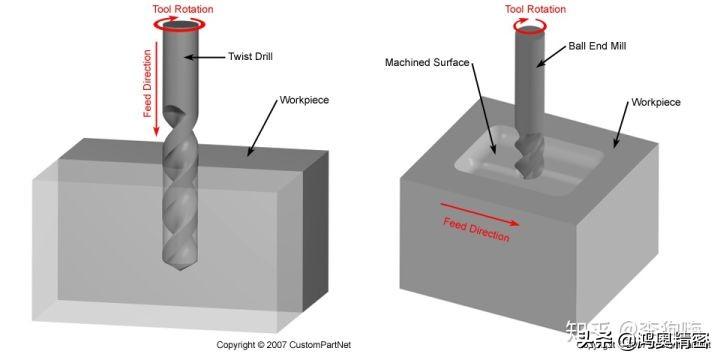
ドリル(左)とミリング(右)プロセス
次に、「NC工作機械」とは?
1946年2月14日に米ペンシルベニア大学(University of Pennsylvania)で最初のコンピューターが誕生した。最初にエンジンを研究したのは第二次世界大戦を背景に、米国軍の要求に応じて、電子管をリレーの代わりにする「電子化」計算装置を製造し、砲弾弾道を計算するためだった。
6年後の1952年、Parsons社はマサチューセッツ工科大学(MIT)と協力し、電子計算機に基づくデジタル制御システム(Numerical Control System)とシンシナティ社(Cincinnati)のフライス盤を結合し、最初のNC(Numerical Control)工作親機(「デジタル制御工作機械」とも呼ばれる)を開発した。それ以来、伝統的な工作機械は質の変化を生み、工作機械がデジタル制御時代に入り始めたことを示している。[5]
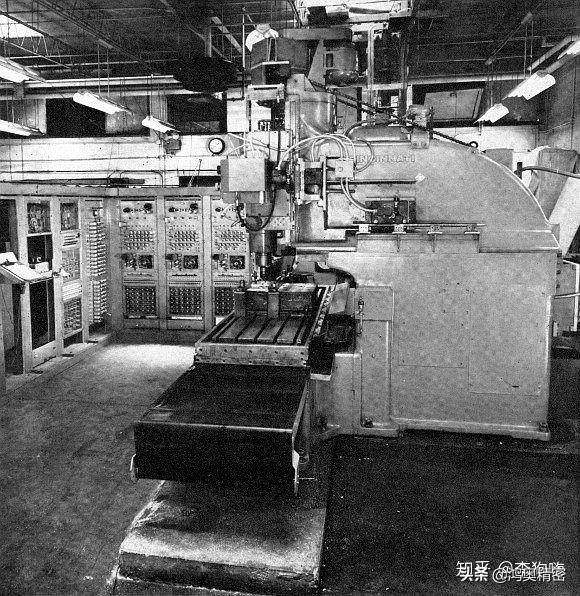
第1台のNC旋盤(フライス盤)
さらに6年が経ち、1958年にマサチューセッツ工科大学はアメリカ軍の協賛を得て複数の企業と協力してまたAPT(Automatic Programming tools)を発行した[6]、すなわちデジタル制御工作機械の作業指令を生成するための高度なコンピュータプログラミング言語である。現在最も一般的に使用されているのはRS-274形式命令であり、通常は「Gコード」と呼ばれています。[7]
コンピュータ技術の発展を経て、マイクロプロセッサはデジタル制御に応用され、機能を大幅に向上させ、このようなシステムはコンピュータデジタル制御(CNC、Computer Numerical Control),このシステムを適用する工作機械は、CNC工作機械、すなわちコンピュータデジタル制御工作機械、または単に「デジタル制御工作機械」とも呼ばれる。
数値制御工作機械におけるデジタル制御(Numerical Control)技術はデジタル信号を用いて工作機械の運動及びその加工過程を制御する技術方法である。数値制御工作機械は、数値制御技術を用いた工作機械、あるいは数値制御システムを装備した工作機械である。国際情報処理連盟(International Federation of Information Processing、IFIP)第5技術委員会は、NC工作機械をプログラム制御システムを搭載した工作機械と定義した。この制御システムは、符号化または他の記号命令を制御するプログラムを論理的に処理し、それを復号し、符号化された数字で表し、情報キャリアを介して数値制御システムに入力することができる。演算処理を経て、数値制御装置から各種制御信号を出し、工作機械の動作を制御し、要求に応じて自動的に部品を加工する。
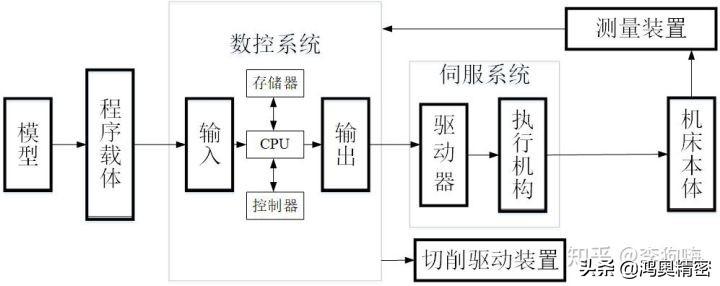
NC工作機械の加工過程
NC工作機械加工は、工具とワークの運動座標をいくつかの最小単位量、すなわち最小変位量に分割し、NCシステムが部品プログラムの要求に従って、座標をいくつかの最小変位量(すなわち工具運動軌跡を制御)移動させ、それによって工具とワークの相対運動を実現し、部品の加工を完成する。
工具の各座標軸に沿った相対運動は、パルス当量(mm/pulse)である。パス軌跡が直線または円弧である場合、数値制御装置は線分または円弧の始点と終点座標値の間で「データ点の密化」を行い、一連の中間点の座標値を求め、それから中間点の座標値に基づいて、各座標にパルスを出力し、必要な直線または円弧輪郭を加工することを保証する。
数値制御装置が行うこのような「データ点の密化」は補間と呼ばれ、一般的に数値制御装置は直線関数や円関数などの基本関数を補間する機能を持っている。実際には、任意の曲線Lの部品をNC工作機械上で加工することは、直線、円弧など、このNC装置で処理できる基本的な数学関数によって近似される。当然、近似誤差は部品図面の要求を満たさなければならない。
従来の工作機械と比較して、NC工作機械は以下の利点がある:
加工精度が高く、品質が安定している。数値制御システムはパルスを出力するごとに、工作機械の移動部品の変位量をパルス当量と呼び、数値制御工作機械のパルス当量は一般的に0.001 mmで、高精度の数値制御工作機械は0.0001 mmに達することができ、その運動分解能は普通の工作機械よりはるかに高い。また、数値制御工作機械は位置検出装置を備えており、移動部品の実際の変位量やねじ、サーボモータの回転角を数値制御システムにフィードバックし、補償することができる。したがって、工作機械自体よりも精度の高い加工精度を得ることができる。NC工作機械の加工部品の品質は工作機械によって保証され、人為的な操作誤差の影響がないので、同じロットの部品の寸法一致性が良く、品質が安定している。通常の工作機械では完成しにくい複雑な部品加工を完成することができます。例えば、二軸連動または二軸以上連動のNC工作機械を用いて、母線が曲線である回転体曲面部品、カム部品、および各種の複雑な空間曲面類部品を加工することができる。生産性が高い。NC工作機械の主軸回転速度と送り量の範囲は普通の工作機械の範囲より大きく、良好な構造剛性はNC工作機械に大きな切削使用量を採用することを許可し、それによって効果的に機動時間を節約した。いくつかの複雑な部品の加工に対して、自動交換装置付きの数値制御加工センターを採用すれば、一度に挟んで多工程の連続加工を行うことができ、半製品の回転時間を削減し、生産性の向上がより明らかになる。製品の改型設計への適応性が高い。被加工部品が型変更設計された後、NC工作機械で部品の加工プログラムを変換し、工具パラメータを調整するだけで、型変更設計後の部品の加工を実現でき、生産準備周期が大幅に短縮される。そのため、NC工作機械は加工された部品から加工された別の改型設計後の部品に迅速に変換することができ、これは単品、小ロットの新試作品の加工であり、製品構造の頻繁な更新に極めて便利を提供した。製造技術の総合自動化への発展に有利である。NC工作機械は機械加工自動化の基本設備であり、NC工作機械を基礎として構築されたFMC(Flexible Machine Center、フレキシブル加工センター)、FMS(Flexible manufacturing system、フレキシブル製造システム)[8]、CIMS(Computer-integrated manufacturing system、コンピュータ統合製造システム)[9]などの総合自動化システムは機械製造の統合化、インテリジェント化、自動化を実現した。これは、デジタル制御工作機械制御システムがデジタル情報と標準化コード入力を採用し、通信インタフェースを持ち、デジタル制御工作機械間のデータ通信を容易に実現し、コンピュータ間の結合に最適で、工業制御ネットワークを構成し、自動化生産過程の計算、管理、制御を実現するためである。監視機能が強く、故障診断の能力がある。CNCシステムは工作機械の動きを制御するだけでなく、工作機械を全面的に監視することができる。例えば、故障を引き起こす要因のいくつかに対して事前に警報を鳴らし、故障診断を行うことができ、点検の効率を大幅に向上させることができる。労働者の労働強度を軽減し、労働条件を改善する。最後に、「高級デジタル制御工作機械」とは何ですか。
「高級」または「ハイエンド」NC工作機械の定義:高速、精密、知能、複合、多軸連動、ネットワーク通信などの機能を有するNC工作機械。その発展は国家の現在の工作機械製造業が全世界の工作機械産業の発展の先進段階を占めることを象徴しているため、国際的には5軸連動デジタル制御工作機械などの高級工作機械技術を国家工業化の重要なシンボルとしている。[10]

DMG五軸加工センター
数値制御工作機械は工作機械の機能レベルによって低、中、高の3段階に分けることができる。この分類方式は、わが国では多く使われている。低、中、高級の限界は相対的で、時期によって区分基準が異なり、現在の発展レベルから見ると、大体以下のいくつかの方面から区分することができる(もちろん、この分類はすべての指標を含むことはできない):
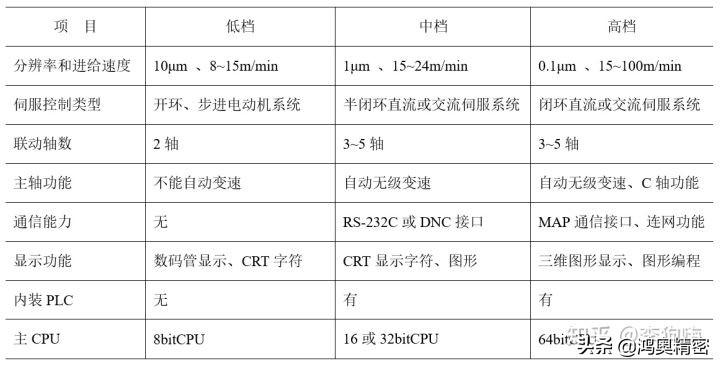
高、中、低段NC工作機械の比較
先進的な生産技術の発展に伴い、現代のデジタル制御工作機械は高速、高精度、高信頼性、インテリジェント化とより完全な機能の方向に発展することが求められている。










