English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

数値制御工作機械は高精度、高効率完成製品の生産、特に複雑型面部品の生産に自動加工手段を提供した
一、基本概念
1.デジタル制御
デジタル、文字、またはその他の記号を使用して、加工、測定、アセンブリなどの作業プロセスをプログラム可能に制御する自動化方法
2.数値制御技術
デジタル量と文字で指令を出して自動制御を実現する技術は、製造業が自動化、柔軟性化、集積化生産を実現する基礎技術となっている
3.数値制御システム
デジタル制御技術を用いた制御システム
4.コンピュータデジタル制御システム
コンピュータを中心としたデジタル制御システム
5.数値制御工作機械
加工要求に応じて予め作成されたプログラムは、制御システムがデジタル情報指令を発してワークを加工する

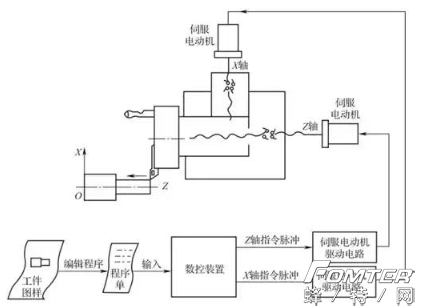
二、数値制御工作機械の作業過程
1.プログラムの作成
2.数値制御装置に入力
3.処理、計算
4.指令を出す
5.駆動順序動作と操作
6.工具とワークの相対運動を実現する
三、数値制御工作機械の特徴
1.加工部品は適応性が強く、柔軟性が良い
2.加工精度が高く、製品品質が安定している
3.総合機能が強く、生産効率が高い
4.自動化の程度が高く、労働者の労働強度が減少する
5.生産コストが下がり、経済効果が良い
6.デジタル生産、管理レベルの向上
四、常用NC工作機械のタイプ
1.NC旋盤
旋削加工を完了するための数値制御工作機械。その主な動きは工具に対してワークを回転させ、切削エネルギーは工具ではなくワークによって提供される

2.ターニングセンター
動力駆動工具装置を備え、ワーク主軸をクランプしてその軸線周りに位置決めする能力を持たせる。刀庫が付いていて、自動的に刀を取り替えることができます。端面、半径方向及び偏心を完成できる車、フライス、ドリル、ボーリングの加工

3.NCフライス盤
ミリングを加工方式とする数値制御工作機械、通常、ミリング回転を主運動とし、ワークピースまたは(と)ミリングの移動を送り運動とする

4.加工センター
工具ライブラリと工具自動交換装置があります。主軸は通常、横型または縦型の構造であり、2種類以上の加工方式を有する

5.数値制御研削盤
研削工具を用いてワーク表面を研削加工する。大多数のNC研削盤は高速回転する砥石を用いて研削加工を行い、少数は油石、ベルトなどの他の研削具と遊離研削材を用いて加工を行う

6.NCドリル盤
主にドリルでワークに穴を加工します。ドリル回転を主運動とし、ドリル軸方向の移動を送り運動とする

7.数値制御スパーク成形機
スパーク成形加工方法を用いてキャビティ、成形体、型孔、型面を加工する。その動作原理は2つの異なる極性の電極を用いて絶縁液体中に放電現象を発生させ、材料を除去することである

8.NCワイヤーカッター
ワイヤを工具電極としてワークを切断加工するスパーク加工機。その動作原理はデジタル制御スパーク成形機と同じである

五、常用NC工作機械の応用
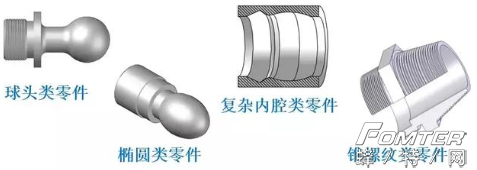
1.NC旋盤の応用
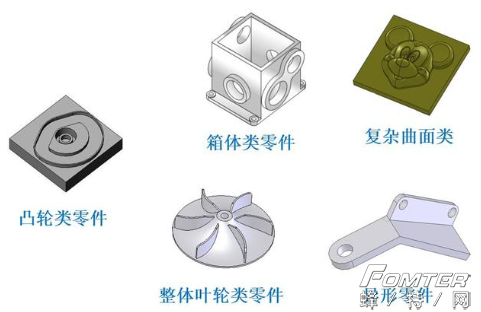
輪郭形状が特に複雑で寸法制御が困難な回転体部品、精度要求の高い回転体部品、特殊ねじ付き回転体部品
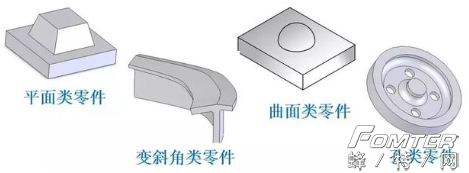
2.NCフライス盤の応用
平面輪郭、斜面輪郭、サーフェス輪郭などの2 D輪郭部品または3 D輪郭部品を加工するには、穴あけ、拡孔、座ぐり、ヒンジ穴、ボーリング穴、タッピングねじなどの穴あけ系部品を加工することもできます
3.加工センターの応用
加工が複雑で、工程が多く、要求精度が高く、多種の工具を必要とし、しかも複数回のクランプと調整を経て加工を完成する部品に適している