

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

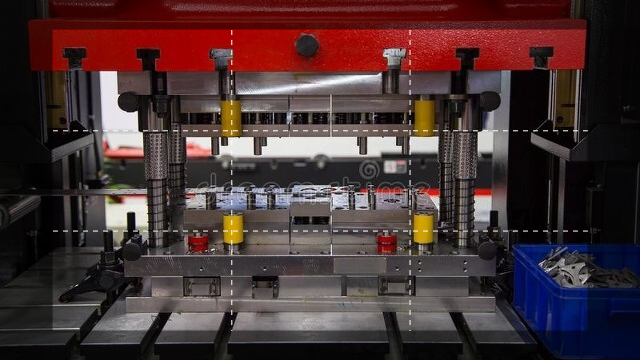
部品や製品の形状に応じて、金物プレスはさまざまなプロセスに関連しており、それぞれ異なる。これらのプロセスは、航空宇宙、消費財、自動車、航空、電子、食品、飲料などの部品や製品の複雑で繊細な設計を実現するために使用されています。通常、各プロセスが特定の設計を作成することに関連しているため、金物プレス方法で部品を製造することはあまりできません。

多くのプレス技術は押出、延伸、プレスリブなどの技術に関連している。各技術は、必要な部品を実現するための様々なプロセスの混合に関連している。これらの方法はすべて室温で行われ、通常は最小の熱またはゼロの熱に関連する。金属プレスは典型的な冷間成形製造技術であり、複雑な形状と外観を形成するためにプレス機械(プレス)、金型などのいくつかの工具と設備を使用することに関する。
そこで、メーカーが使用している最もポピュラーな金物プレス技術のいくつかを検討します。
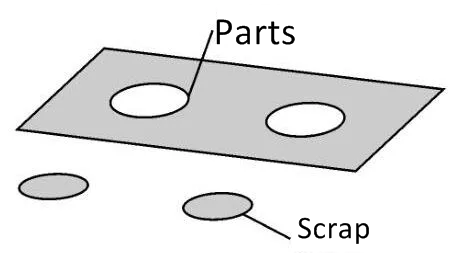
パンチ法パンチ法は一般的な金物プレス技術である。金属板が1つの場所に固定されているか、より正確にはテーブルの上に固定されています。異なる工具と機械を使用して、金属板に穴を形成し、金属板に一連の異なる中空領域を形成する。金属板に穴を開けた後、穴のある部分が除去され、使用されなくなったため、穴は少し異なります。
金属板が変形しないようにするためには、パンチは連続したプロセスでなければなりません。パンチ穴の周囲の領域は正確に設計されている必要があります。この金物プレスの過程で使用される機械は高炭素鋼で製造されており、不動態化や不動態化の場所がないように徹底的に維持しなければならず、金属板の形状を変形させる可能性がある。
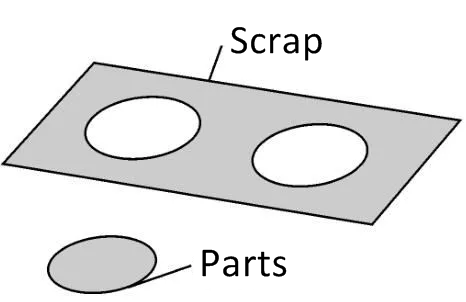
ブランキング法のブランキングとパンチとの間には大きな違いはありません。しかし、穴を開けた板材は捨てられないという大きな違いがあります。パンチした板材こそが最終的な構成部分である。多くの金物プレス会社は通常、プロジェクトに他のことをする前に打ち抜きを行います。材料除去が完了したら、製造元は押出や曲げなどの他の金物プレス段階を行います。
材料除去は、本質的には板材の製造に関連しており、通常は大きな部品から切断された小型または中型の金属板材上で行われる。大量の製造に関わる場合、これは非常に有利なプロセスであり、容易であり、高品質で精度に基づく切断をもたらすためである。
しかし、場合によっては、金属板は望ましくない縁またはバリを含むことがある。これはよくある問題です。しかし、鋭いエッジとバリは、最終的には、熱バリ取り、手動バリ取り、および/または振動方法などのいくつかのプロセスによって除去される。
延伸法は金物プレスに関わる場合、一部のメーカーもいわゆる延伸プロセスを使用している。この方法は、基本的には、金属板の両端(対向する両端)をしっかり固定することに関する。次は断面形状の金型の上に金属板を置きます。強力なプレスプロセスにより、金型はパンチを発生し、板材を機械に押し付ける。これにより、機械の断面形状を開発し、要求に合うように金属板を十分に変形させることができます。
延伸方法は、深延伸と浅延伸と呼ばれる他の2つのプロセスに分けることもできます。これらはすべて同様のプロセスであり、金属板に必要な深さを実現します。例えば、浅い延伸の間、主な金属板の半径は常に延伸の深さに対応し、これは等しいことを意味します。
一方、深延伸は、基本的には金属板にカップ状の切断を行い、異なる製品を形成する。深絞りプロセスでは、金属板の全半径は、進行する深さに比べてはるかに小さい。

押出法による金物プレスにおける押出方法は、メーカーが押出形状の製品や部品を製造するために使用する典型的なプロセスである。押出方法は" ;クローズドモールド" ;製造技術。この場合、金属板は一体として使用されたり、部分的に押し出されたりします。このプロセスは2つの独立した金型に関連し、それらの位置は金属板の両端で徐々に接近し、コインの形を形成する。
押出方法の最大の利点の1つは、さまざまな金属部品と異なる数の公差を持つ製品を製造する上で非常に有効であることです。また、製品にすばやく確実に変形する(通常は恒久的)比較的直接的な技術でもあります。これは、本質的には、部品または製品が深い物理的摩耗および強い衝撃に対して高い抵抗力を持つようにすることである。
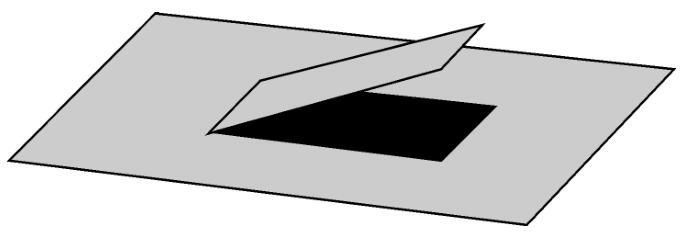
舌切り法舌切り技術は材料抜きと穴抜き方法とは全く異なる。何と言いますか。ええ、タングは、板材から金属部品を除去する必要がない独自の金属プレスプロセスに関連しています。パンチプレスと金型プロセスは、金属表面に深いスリットを開くように設定されている。この目的は、例えば、後処理段階で除去または除去する必要がある金属プラグなどの金属廃棄物の発生を回避することです。
製造元が舌切り法を使用する主な理由の1つは、このプロセスが異なるタイプの金属を使用して様々な独特でカスタマイズされた設計と形状を創造するのに役立つことである。たとえば、開口部、通気口、ラベルなどの用途に使用する必要がある部品や部品を作成するために一般的に使用されます。
リブ押え法金属板リブは、金属板の特定の領域に突起の表面を設計するための別の独自の技術である。リブ押えは、モールドグループまたはマシンを介して2つの異なる方法で作成できます。リブ押え方法は、設計の複雑さとその形式に応じて、主にさまざまな用途で部品や部品を作成するために使用されます。例えば、リブ押え部材を用いる最良の例としては、金属被覆、ボンネット、エンジンハウジング、ドアフレーム、碁盤式の鋼板などが挙げられる。
リブ押え技術は異なる金属表面に使用することができるが、この過程で最も人気のある金属タイプはアルミニウムである。これは主にこの金属が非常に加工しやすいからです。また、この材料は耐久性があり、軽量であるため、圧筋プロセスをより効率的かつ効果的にするのに役立ちます。

金物プレスの過程で理解しなければならない重要な要素
金属製造に関わる場合、金属プレス技術は非常に有用である。以上のように、各プロセスは技術の複雑さに基づいて言及されています。例えば、材料の落下やパンチなどの迅速で直接的なプロセスは、一般に任意のプロジェクトの初期レベルと呼ばれています。これらのプロセスはその後、他のプロセスを伴って完成品を形成する。
一方、深絞り、舌切り、押出、および/またはリブなどの複雑なプレスプログラムは、主に複雑な設計を作成するために使用され、その製造サイクル全体にわたって加工を必要としません。

要するに、金物プレスは極めて重要な未来志向の技術であり、多くの業界にとって重要である。このプロセスは、日常的に消費される製品を製造し、車両や他のものを製造するためのより大きな部品や部品を製造するために使用されます。








