English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

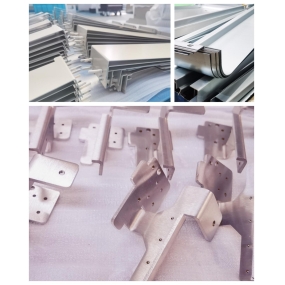
瀋陽板金加工が測定された規範。極限仕様では、極細変更の2つのしきい値を許容します。それは根の太さを根底にしている。2つの境界値の大きいものを大束縛極細と呼ぶ、小さい者を小束縛巨細と呼ぶ。ある規範のルート規範を減算した代数差。規範的過失は次の通りである:上下過失は限界過失と呼ばれ、上下過失は正であってもよく、負であってもよく、ゼロであってもよい。国家規範規則、穴の上過失符号はES、下過失符号はEI、軸の上過失符号はES、軸の下過失符号はEIである。
瀋陽板金加工は板金加工者が身につけなければならない重要な技術であり、板金製品の成形の重要な工程でもある。板金加工は伝統的な切開下料、打ち抜き加工、曲げプレス成形などの方法と技術パラメータを含む。次に、板金加工の操作手順についてお話しします。電気設備のケーブルを使用して破損が発生した場合は、修正を行い、修正してから運用しなければならない。そうしないと危険性がある。作業中に粉や残りなどがあれば、作業者は防護眼鏡とマスクを着用しなければならない。砥石やコーナーミルを操作する場合、その周囲に引火性爆発物があってはならず、火花が飛び散って火災が発生するのを防ぐ。

瀋陽板金加工資料の厚さは1.7倍である。板金工場は一般的に1.7倍の資料厚さを曲げ資料として使用している。計算板材の伸び量は簡略である。加工精度の要求が高くなければ、直接薄板を用いることができる。材質はそれぞれ異なり、アルミニウム板の材質の厚さは1.6で計算することができる。ステンレス資料の厚さは1.8倍に達することができる。曲げ減量=資料厚さの倍数+1/3。この公式は板材の長時間板材加工過程における板材の曲げ度の計算である。これも近似計算方法である。その理論解説は:延長=長さa+b−2倍資料厚さ+厚さ延長係数1/3である。前に短直線長を計算し、延伸係数を加えた。板は曲げたときに引っ張られると考えられている。
(上記の内容はすべてネットから出ていますので、問題があれば削除に連絡してください)