

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

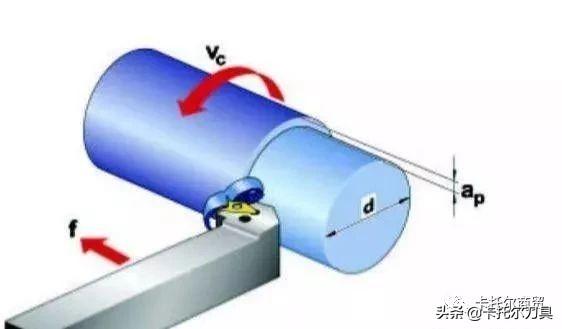
旋削は、特定のいくつかの形状を有する切削刃を用いてワークを回転加工する加工方法である。一般に、ワークは回転運動を行い、一方、単一の切削刃のカッターは加工外見に沿って移動してボーリングミリング加工と比較し、旋削は現代加工方法の中で最も一般的な加工方法である。現在、旋削の問題はまるで切屑の構成と加工の元手の範囲に限定されているだけだ。旋削された切削屑の流れと切削屑は制御可能であり、これは切削された資料を加工領域から除去することを意味するだけでなく、切削屑は制御された方法で破断し、切削プロセスで発生した切削熱をできるだけ引き出す必要がある。
一、旋削の品種
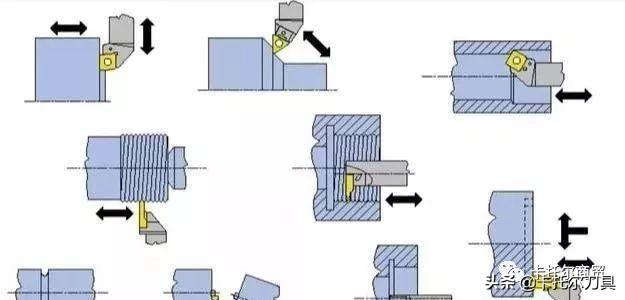
二、穴加工

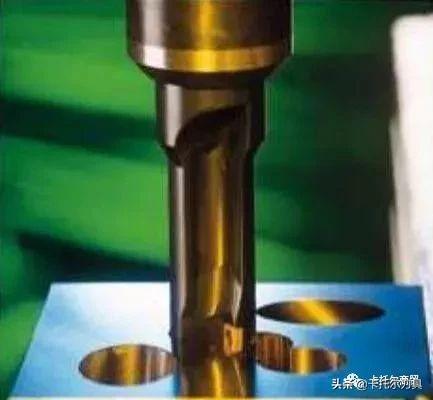
三、穴加工の品種

四、ミリング
ミリングも運動によって金属を段階的に切除する加工方法である。工具は回転運動を行い、一般的にワークピースは工具に対して直線的に送ります。場合によっては、ワークピースが固定されたまま回転している工具が横方向の直線送りになります。ミリング工具には一定量材科を連続的に切除できる切削刃がいくつかある。2本以上の刃が一緒に資料に切り込むことで、工具はワークに資料を一定の深さに切ることができ、粗加工粗加工は切除された切削屑量を標識とし、粗加工時には大送りとできるだけ大きな切削深さを選択し、短い時間でできるだけ多くの切削屑を切除することができるようにする。粗加工はワークの外観品質に対する要求が高くない。仕上げ加工は仕上げ加工時に最も重要に考慮されるのは切屑の体積ではなくワークの外観品質であり、仕上げ加工は一般的に小切削深さを選択し、UGプログラミングを学びたい場合はQQ群45867470で学習資料を受け取ることができ、カッターの副刃は専門的な形状を持っている。使用する工作機械、切削方法、資料及び選択した仕様フライスによって、外観品質をRa 1、6µmにすることができ、優れた条件下乃至達成することができる。

五、ミリングの品種
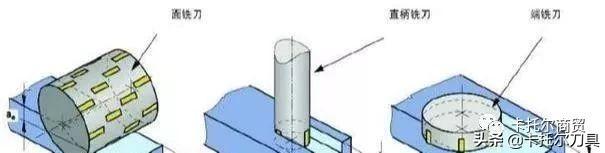

六、面ミリング
境界:加工平面。フェースミリングは、工具面と平行な平面をミリングするために最も一般的なミリングタイプです。フライスは主軸によく取り付けられている。完結面ミリング加工は、一定の直径を有する工具を用いて、ワークの加工を1回のストロークで完結させることができ、また、ワークの加工を終了するために何回のストロークを必要とする直径のミリングを用いることができる。
七、エンドミル
境界:約90の段差面を加工する。このミリングは面ミリングと多少似ているが、円周切削刃の角度が決定的な効果を発揮する。加工するワークの一部が90ポチの場合は、このカッターしか使用できません。工具の側面(主偏角)は回転する軸と平行である。このミリングはまた、ステップミリング、ショルダーミリング、またはエンドミリングによってしばしば行われる。

八、倣いミリング
境界:自由な外観(円弧の外側)を加工する

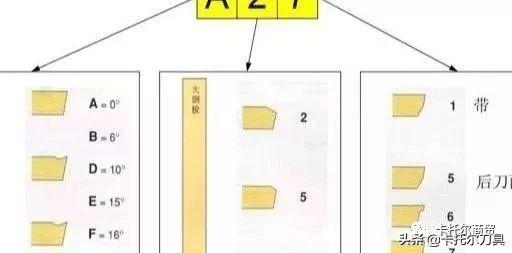
九、旋削、穴と精ボーリング可転位刃の溝形代
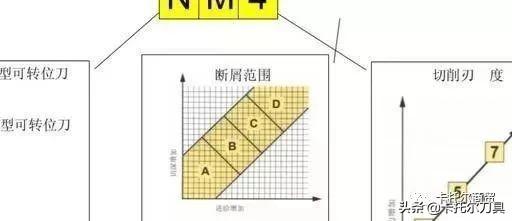
十、ミリング転位可能刃の溝形代
蘇州カトルは蘇州カトル商業貿易有限公司と呼ばれ、2000年に設立され、主に金属切削工具と工作機械治具を輸入する貿易会社である。

設立当初は京セラ株式会社(KYOCERA)製品、台湾大宝(TOSG)製品、日本欧士機株式会社(OSG)製品、日本三菱総合材料株式会(MITSUBISHI MATERIALS)製品、日本弥満和製作社(YAMAWA)製品、会社(SUMITOMO)製品の中国一級代理店を相次いで取得した。
パートナーゲート、この記事を見て、あなたたちは正しいと思いますか?あるいはあなたは他にどんな意見がありますか。次のコメントで自分の意見やメッセージを共有してください!モーメンツに転送して彼らの意見を見ることもできますか?










