English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

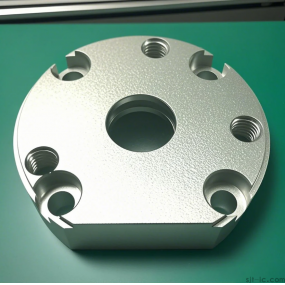
精密プレス加工工場はプレス加工品を加工する時、製品の表面が平らではなく、凹状の円弧面を呈していることが多い。このような状況が発生したら、すぐに解決しなければならない。そうしないと、材料と労力が無駄になる。なぜプレス加工品の表面が平らではないのでしょうかこの問題をどう解決すればいいですか
1.一般的なスタンピングプロセスでは、ブランクが最初にパンチダイによって圧力を受けると、弾性反りが発生し、パンチダイの下に凹状の円弧面が発生します。ボイドが適度で、せん断が時間内に行われると、弾性反りは完全に解消されます。ボイドが大きすぎると、ブランクは刃先で深刻なねじれや伸びを受け、せん断が遅れ、反りが解消されず、スタンピング部品に残されて凹状の円弧面になります。中間膜が小さい場合、ダイ穴に落下するスタンピング部品のサイズが穴のサイズよりもわずかに大きいため、ワークピースが押し出されて反りが発生し、凹状の円弧面が形成されます。排除する方法は、スタンピングダイにエッジプレス装置(弾性排出プレートなど)と弾性トップ材料装置を設置して弾性反りを抑制することです。ギャップが小さいときにスタンピングギャップをトリミングすると、ワークピースの凹状の円弧面を排除できます。
2、くぼみ穴の直壁部に反テーパがあるか、トップ材板と工件の接触面積が小さく、工件が凹形円弧面を呈する。解消する方法は、くぼみ穴の壁の反テーパを修理し、トップ材板を交換することです。
3.プレス部品の形状が乱雑な場合、ワーク周辺のプレス圧力が不均一で、ワークが反って不均一になる。精密プレス部品加工工場はプレス力を大きくすることで試してみることができる。
4.金型とプレス部品の間に油、空気、破片が存在する場合、プレス部品がたわみ、特に薄い材料、柔らかい材料のワークピースに大きな影響を与えます。排除する方法は、洗浄作業を強化することです。空気がある場合は、金型に排気孔を設計できます。
この記事はEM ARモールド株式会社からのものです。EM ARに関する詳細については、www.sjt-ic.comをクリックしてください。