English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

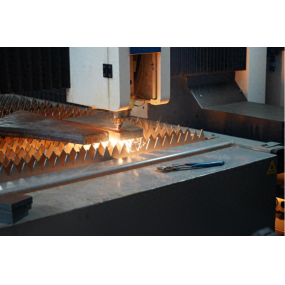
焼入れ亀裂はなぜ金物プレス金型の耐久性と精度が高くないのか、プレス部品メーカーはどのようにしてこの状況を最大限に避けるべきか?
理由:
1.材料の選択が不適切であるか、材料自体に亀裂があります。
2.鋳造時に亀裂が発生する。
3、機械加工応力が存在する。
4.予熱せずに加熱が速すぎます。
5.加熱温度が高すぎるか、保温時間が長すぎます。
6、冷焼入れ媒体の不適切な選択または冷却速度が速すぎる。
7.水と油の二液焼入れでは、水中でのワークピースの滞留時間が長すぎます。
8.分級焼入れ時、ワークは分級冷却液から取り出した後、水に入れて洗浄しすぎる。
9.ストレスが集中しすぎています。
10、途中で十分に焼きなましせずに繰り返し焼入れ。
11.焼入れ後、術はすぐに焼き戻した。
12、外見は炭素を増やすか脱炭する。
解決策:
1、プレス部品メーカーは合理的に鋼材を選び、管理を強化し、真剣に検査しなければならない。
2.鋳造温度と鋳造プロセスを合理的に制御し、鍛造後に焼鈍処理を行う。
3、金属プレス金型の最終加工成形前に、まず応力を除去した後、金属プレス金型の寸法を修正し、最終的に焼入れ処理を経た。
4、可能な限り予熱、予冷を行います。高合金鋼は2回の予熱が望ましいです。
5.焼入れ温度と保温時間を厳密に制御します。
6、焼入れ媒体を正しく選択し、冷却速度を遅くし、最高の段階的な冷却プロセスを使用します。
7、厳密に正しい冷却プロセスを実行します。
8.分級焼入れ時、ワークは分級冷却液から取り出した後、室温まで冷却した後、水に入れて洗浄しなければならない。
9.焼入れ前に応力集中箇所に鉄板包帯、針金結束、土詰まりなどの保護措置を行う。
10、再焼入れ部品は、中間焼鈍プロセスを採用する必要があります。
11.焼入れ後、すぐに焼き戻します。
12.焼入れと加熱の際には、合理的な保護措置の採用に注意を払う必要があります。例えば、塩浴脱酸素剤の使用、保護ガスを供給するためのボックス炉など。
この記事はEM ARモールド株式会社からのものです。EM ARに関する詳細については、www.sjt-ic.comをクリックしてください。