English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

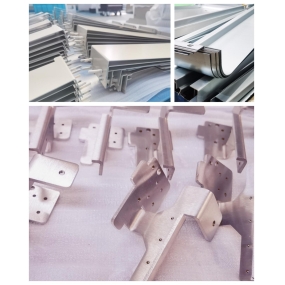
スタンピング部品工場の曲げ工程では、金型が鋼板に対して左右の摩擦力を持っているため、鋼板が下の金型に入ると、鋼板が異なる位置で金型に入る速度が異なります。スタンピングが完了した後、製品を取り出すと、曲げ位置がずれます。これにより、製品全体のサイズに大きなエラーが発生し、無効になることさえあります。
スタンピング曲げ部品がずれる原因は何ですか?
1.非対称スタンピング部品を曲げた場合、鋼板の両端と金型が接触する面積が異なるため、鋼板の両端の摩擦力が等しくなくなります。スタンピング後、鋼板は幅の広い側にずれます。
2.スタンピング曲げ部品の両端の曲げ数が異なり、曲げ数の多い側の摩擦抵抗が大きく、鋼板は曲げ数の多い方向にずれています。
3. V字型のスタンピング部品の曲げでは、金型が中心対称でない場合、視点の小さい側のダイマージンがパンチングダイの上部に近く、ダイマージンに作用する正圧が大きくなります。したがって、摩擦力も大きくなり、鋼板はダイの視点の小さい側に偏って形成されます。
4.金型の両端のフィレット半径は等しくなく、フィレット半径が小さい場合は摩擦力が大きく、フィレット半径が大きい場合は摩擦力が小さくなります。
5、金型の両端の隙間と潤滑状況が一致しない場合、鋼板は隙間が小さく、潤滑状況が悪い方向にずれている。
では、スタンピング部品メーカーは、スタンピング曲げ部品がずれるのをどのように防ぐことができますか。
1.曲げ金型は、対称的な凹型を使用することをお勧めします。凹型の端の丸みを帯びた半径は等しく、凸型と凹型のギャップは均一です。V字型を曲げるときは、凹型の左右の視点が等しくないようにしてください。
2.バックプレスバレルトップ装置を備えた曲げダイを選択します。曲げ時には、最初にバレルトップ装置とパンチダイが鋼板を圧縮し、次に徐々に下降して曲げて成形します。曲げ時に鋼板を圧縮し、スリップを低減または排除します。
3.位置決めピンを備えた曲げ金型を選択します。これは、曲げ部品の下部にある穴を使用して、背圧天板の位置決めピンにセットされているため、曲げ時に鋼板を動かすことができません。スリップを防ぎます。
この記事はEM ARモールド株式会社からのものです。EM ARに関する詳細については、www.sjt-ic.comをクリックしてください。