English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

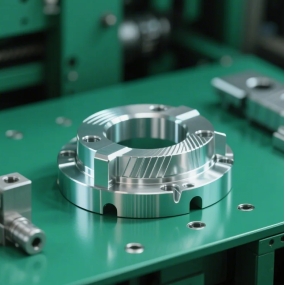
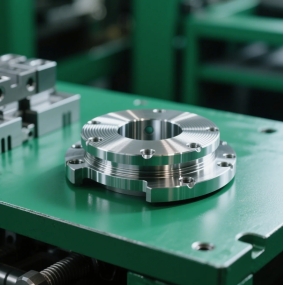
金物工場はプレス生産の過程でいくつかの加工問題に遭遇します。例えば、プレス部品の表面が凹凸している状況です。では、プレス部品の表面に凹凸がある場合、プレス部品加工工場はどのように処理すべきでしょうか?次の金物プレス部品の小編はあなたに知ってもらいます。YuG金物工場,金物製品,金属製品,精密板金,金物加工,板金工場,金属プレス加工,金物プレス加工,金物加工, CNC
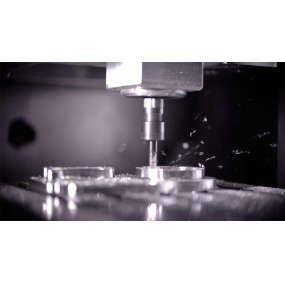
スタンピング部品の表面の凹凸を克服するには、次の方法を採用できます。1。スタンピング金型の定期的な検査と調整:スタンピング部品の凹凸の問題を減らすために、スタンピング金型を定期的に検査および保守する必要があります。一般的な方法は、試験品を使用して、縁取りストリップの接着傷と加工面(キャビティアーク、ダイシートアーク)の状態を確認することです。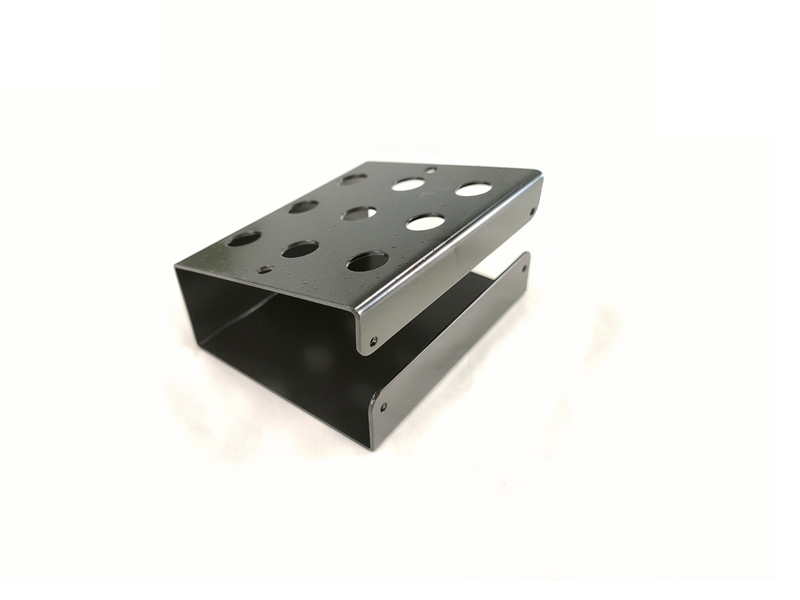 2.中程度のマニピュレータ速度:ハードウェア工場での完全自動スタンピング金型の製造では、パンチが金型の下部にあり、マニピュレータの速度が速い場合、バリが落下します。パンチの上端にあり、凹凸の問題が発生します。このような問題を防ぐために、製造前にスタンピング部品の排出実験を行い、マニピュレータの速度と排出角度を効果的に設定して、スタンピング部品や下型に遭遇しにくいようにすることができます。3.切断面の検査:パイプを切断すると、切断ダイの摩耗や損傷により、多くの小さなファンがナイフに付着するため、スタンピングダイを製造する前に、材料領域またはスタンピングダイラインで二重切断面を検査する必要があります。その間、材料をきれいにしてバリを取り除きます。4.シートクリーニング装置の検査:ハードウェア工場のスタンピングダイの製造前に、定期的な検査、修理、クリーニング、および設置が必要です。元の材料をより合理的にクリーニングすることも非常に重要です。また、ローラーの隙間とクリーニングオイルの品質にも注意を払う必要があります。この情報はEM ARハードウェアメーカーによって供給され、より多くのハードウェア工場、ハードウェア製品、金属製品、精密板金、ハードウェア加工、板金工場、金属プレス加工、ハードウェアプレス加工、ハードウェア加工、CNC旋盤加工などの情報があります。
2.中程度のマニピュレータ速度:ハードウェア工場での完全自動スタンピング金型の製造では、パンチが金型の下部にあり、マニピュレータの速度が速い場合、バリが落下します。パンチの上端にあり、凹凸の問題が発生します。このような問題を防ぐために、製造前にスタンピング部品の排出実験を行い、マニピュレータの速度と排出角度を効果的に設定して、スタンピング部品や下型に遭遇しにくいようにすることができます。3.切断面の検査:パイプを切断すると、切断ダイの摩耗や損傷により、多くの小さなファンがナイフに付着するため、スタンピングダイを製造する前に、材料領域またはスタンピングダイラインで二重切断面を検査する必要があります。その間、材料をきれいにしてバリを取り除きます。4.シートクリーニング装置の検査:ハードウェア工場のスタンピングダイの製造前に、定期的な検査、修理、クリーニング、および設置が必要です。元の材料をより合理的にクリーニングすることも非常に重要です。また、ローラーの隙間とクリーニングオイルの品質にも注意を払う必要があります。この情報はEM ARハードウェアメーカーによって供給され、より多くのハードウェア工場、ハードウェア製品、金属製品、精密板金、ハードウェア加工、板金工場、金属プレス加工、ハードウェアプレス加工、ハードウェア加工、CNC旋盤加工などの情報があります。