English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

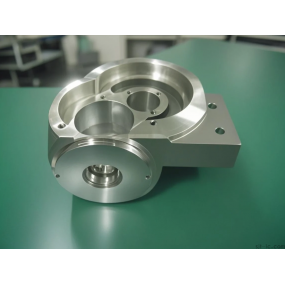
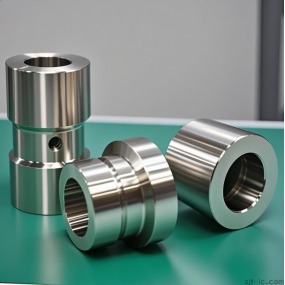
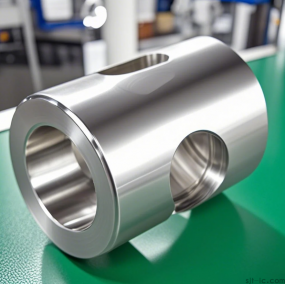
Stamping parts are mainly metal or non-metal sheets, with the pressure of the press, stamped and formed by stamping dies. Compared with castings and forgings, stretching stamping parts have the characteristics of thin, uniform, light and strong. Stamping processing plants can use stamping to make stamping parts with ribs, ribs, rugged or flanged that are difficult to make by other methods to improve their rigidity. Because of the use of precision molds, the accuracy of stretching stamping parts can reach the micron level, and the repeatability is high.
With the improvement of the quality of stamping and drawing die products, the requirements for die quality and life are getting higher and higher. The useful way to improve the quality and life of dies is to develop and use new die materials and new heat and surface treatment processes to continuously improve the performance and processing performance.
Wear resistance is also an important performance index of drawing die. When the part is formed, the metal and the surface of the mold cavity generate relative movement, which wears the surface of the cavity, so that the size, shape, precision and surface roughness of the mold change and fail. The wear resistance of the mold is determined by the heat treatment of the mold, especially the surface heat treatment. The main basis for stamping processing plants to evaluate the wear resistance of the mold is still hardness.  1. Hardness
1. Hardness
2. For hardness > 350HB, the hardness of the conjugate gear is the same as that of the drawing die.
3. In terms of soft and hard tooth surface matching, if the pinion gear is treated with surface hardening, the large gear can be treated with nitriding, carburizing, etc. Taking the steam turbine reducer as an example, the hardness of the automatic gear shaft is 285-320HB, and the hardness of the passive gear is 245-285HB.
This article is from EMAR Mold Co., Ltd. For more EMAR related information, please click: www.sjt-ic.com,