English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Process Introduction: Metal Stamping is a metal processing method that is based on plastic deformation of metal. It uses molds and stamping equipment to apply pressure to the sheet metal, causing plastic deformation or separation of the sheet metal, thereby obtaining parts (stamped parts) with certain shape, size, and performance. Stamping forming technology plays an important role in the manufacturing process of automotive bodies.
Metal stamping potest ut faciat formas metalicas concaves dissolutas, et opus processionis mollis relative altae sunt, et hoc processus est solum adequatus pro produktio magna scala. Haec processus est alta precision in processione et non est substantia variatio in densitate materiae. Quando proportio inter profundum et diametrum diminuit, processus machinatorium similis est valde profundum drawingibus, nec ex hoc procedentibus machinatorium diminuit profundum materiae.
Mass production of parts requires the comprehensive use of multiple forming and cutting processes on the basis of progressive tools. Seria mollium in rapido processione essent. During the process of machining parts, it is sometimes necessary to perform a second operation on the previously formed parts. Aliquid partes quinque aut plures operationes requirant, quae quantitatem procedentium reflect. Haec processus lapides metallos in formas cylindricas, conicas et semifericas procedere potest. The frequent combination of stamping and pressing in the process gives the entire design a wide range of choices, such as when machining flange edges, asymmetric wheels, and shapes with perforations, the distinctive features of this process are prominent.
Technical Description 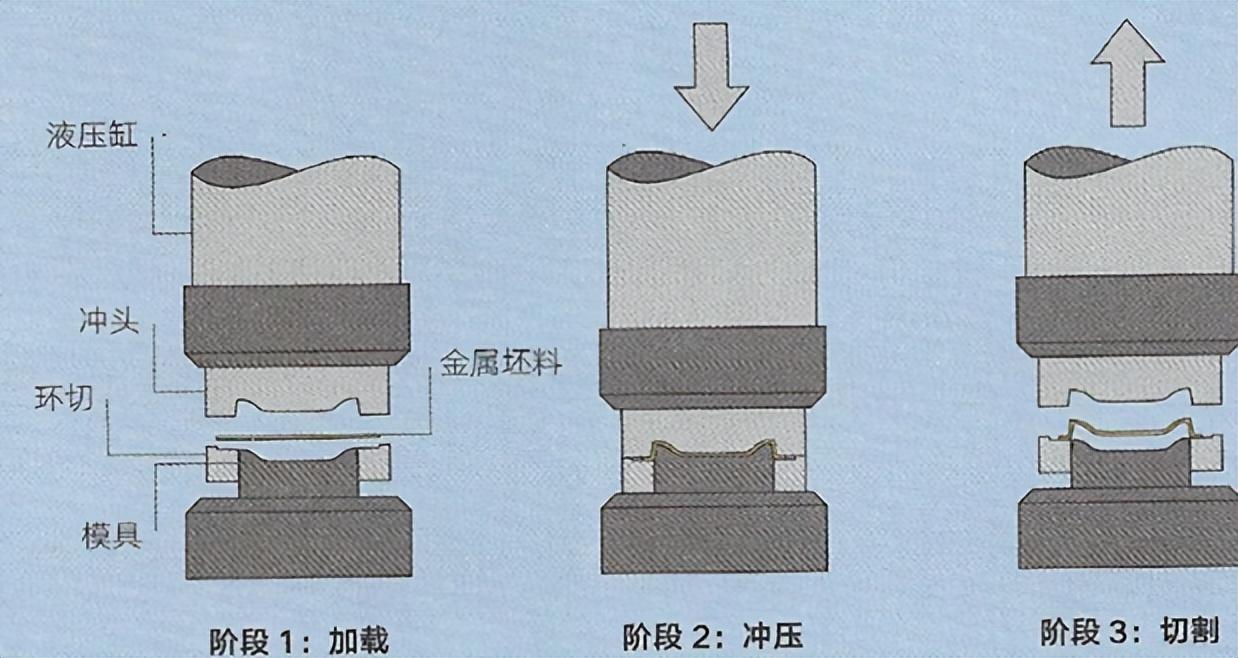
Metal marking is a specific process carried out on a punching machine, which transfers power to the punch through a hydraulic cylinder or mechanical device (such as a cam press). In general, hydraulici cylindri electi sunt, quia pressionem uniformem habent in toto cyklus stampionis, et qui apparatus mechanicae utilizant etiam locum in industria processionis metallis habent.
Punches and molds are specialized and generally perform a single operation of forming or punching. In operibus, billae metalicae normale in taberna opus cargae sunt. Then clamp the punch and complete the forming process of the part in one stroke.
Post consummationem molationis submovetur et eiecit partem in qua parte auferetur. Aliquando parte formatur est continuus processus, et post processionem, etiam procedura stampionis debet. Hoc saepe cognoscitur quasi continuum processationem et formationem processationis.
Under these processing conditions, the metal parts processed are transferred to the next stage of processing on the workbench. Haec processus manum aut per transferentiam tracis operabitur. Multi systemae automaticas sunt et altas velocitates pro processione conservant. Proximus gradus potest inducere pressionem, stampionem, curritionem, aut alteram processionem secundariam.
Aplicatio tipica stampionis processionis maxima est. In industria automoticae vasta multitudo procedentium proessorum metalicarum magnorum pulserunt aut extruxerunt, inclusive corpora raedarum, lineas ostium et trim.
Haec processus pro manipulatione corporum metallorum photographicum, telephonorum mobilum, televisionis casings, domus apparatum et MP3 ludentium utilitur. Culina et officio vasa, instrumenta, et cultri etiam hoc processum utilizat. Forma externa et struktura interiora parterum procedere potest utilis hoc processum.
Small batch production of parts using related processes is achieved through sheet metal processing, metal spinning, or bending forming. These processes can produce shapes similar to metal stamping, but require relatively high labor skills.
Quamquam parantes et profundos disegnantes similes sunt, adhuc differentia significantia sunt. Quando altitudo part is maior est quam 1/2 diametri, pars elongatur ut dimitteret murum densitatem. Hoc graduum et lentem operationem opus est ut non excessive extensionem et lacrimam materiae evaderet.
Superplastic forming can use simple operations to produce larger and deeper parts. However, this procession is limited to aluminum, magnesium and titanium, because it requires the material to have superplasticity.
Profiles metallorum formati per processionem qualitatem ductilitatem et fortitudinem metallorum parterum coniunxerunt, magnificantem rigiditatem et splendorem.
Si praecepta superficie effectorum non sunt particular stricta, tantum partes post deformationem modicum tractabuntur. Sandblasting ad diminundum superficiem gravitatem est. Partes etiam per pulverem aspersionem, picturam aut electroplatinam procedere possunt.
Haec sunt modi celeriter et accurate fabricationis formas concaves per metallum folium. Circulae, quadrates et polygoni hoc processum utilizat.
Partibus tuis circumferentibus potest magnificare fortitudinem parterum addentes spinas, et hoc potest dimittere pondus et processiones costas. Selecting a suitable mold can process profiles with composite curves and complex surfaces. A similar process to complete this job is sheet metal processing, but requires highly skilled workers. Fascipes molae ad fabricationem metallorum et stampionem metallorum applicantur. Una later hoc molae ex ligno rigide facta est, quod sufficit pressionem ad formandum billetum metalli in puncto.
Considerationes design: Stamping is carried out on a vertical axis. igitur angulo concave in secundo pulso formatur. Secondary stamping includes pressure deformation, cutting extension, and curling.
Prima operatio stampionis tantum dimittere potest diameter materiae defecti 30%. Continuous operation can reduce the diameter by 20%. Hoc significat, quod processionem aliorum parterum quasi numerum constantem stampionis requirit.
In tecnologia profunda drawing is, processus saepe limitatus est a processione capacitate machinae. Dimensio lecti machinae granditudinis billeti determinat, et stroca longitudinis extensionis determinat. Circulus processionis a stroco et complexitate parterum determinatus est.
Densita steelae claudicationis a 0,4 usque 2mm varia est, et possit usque ad 6mm claudicatores debiles procedere, sed ex forma et forma influentur.
Multi lapides metallis, sicut acidus carbonis, acidus stainless, aluminum, magnesium, fialus, coper, aes et cinc, in hoc processione potest.
Costa processionis relativa alta est propter necessitatem molda metalla alta fortitudinis in processione. Half rigid ruber moldes inferiores costas habent, sed adhuc instrumenta metalla singula latera requirunt et solum ad parva productionem batch utili sunt.
Circulus processionis brevissimus est, et 1 usque 100 partes intra 1 minutum procedere potest. Replacio et configurato mollium quantum tempore necesse est.
Costa labor is relativa minima est propter altum gradum automaticae. Polonium et pulsationem producet laborem multo.