English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Salve omnes, in industria machinarum nostra, semper problem a capitis doloris est, quæ est errora temporis operation is. Puto, omnem amicum in industria machinarum habet profundum intellectum hoc problemam.
Tempus hodie organizavi proceduram CNC exercitus. Si hoc proceduram sequeremus, puto multas errores inutiles reddere posse.
Leaders or friends who are new to the industry can collect it, print it out, and hang it on the machine tool.

1. Preparation
Praeparate instrumenta necessaria, equipamenta, etc. The first thing to do at work every day is to check whether the various parameters of the machine tool are normal, such as whether there is any abnormal noise when starting up, whether the various components of the machine tool can operate normally, whether the lubricating oil, spindle oil, etc. are normal and free of turbidity, and to prepare a checklist for the machine tool. Si manus processionis est, melius est manum scriptum transire quam verbo prohibere mutuo transire.
2. Power on
Prius initio, instrumentum machinae ad positionem originalem reditum est. Si machina longo non currit, exequere program calefactum 5 usque 10 minutis post initium. Speeda et fermentum graduam ab 20% usque ad 80% crescere usque ad praeperimentum machinae finitur.
3. Pagina programmae
Prius processionem, oportet diligenter legere tabulam et drawingibus, confirmare quod numerus processionis est aeque et granditudo est aeque, et pone orientem operantis secundum tabulam programmae.
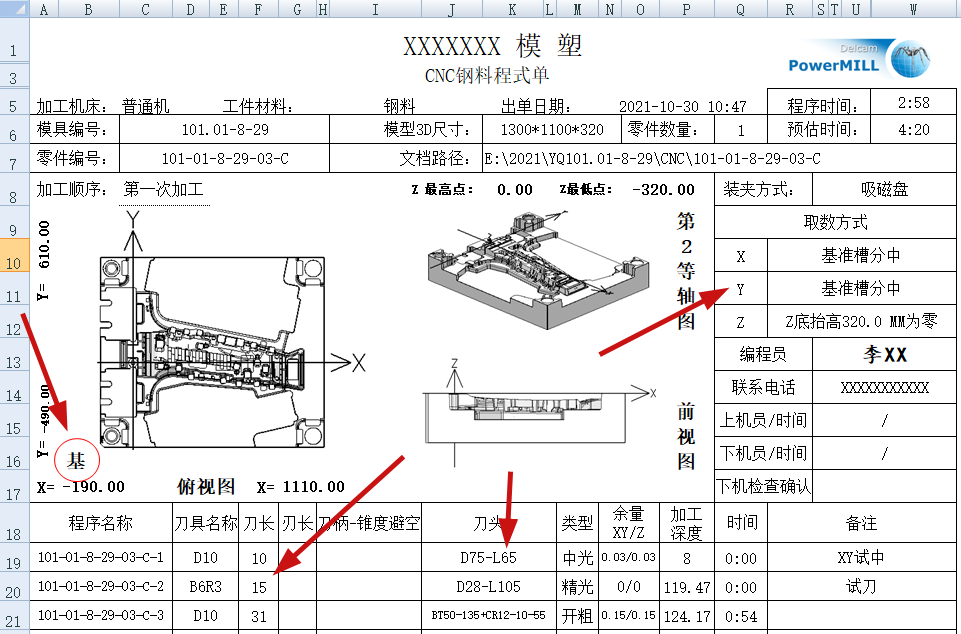 Processing Program Sheet
Processing Program Sheet
4. Prius intrare machinam
antequam operis in machina inposuerit mundabitur lapis operis. Si fuerint faenum in operibus, mundabitur fictilibus et mundabitur pulvere, scyphi olei, scyphi aquarum etc.
5. Impressio tabulae
When making a table, it is important to note that if it is a smooth material, the parallelism, perpendicularity, and the level of the material should be checked, and the workpiece angle ruler should be confirmed before calibrating the table.
6. Punctus in medio
Inter divisionem, angulum referentiae in folio programae apparere debet. Post finitum divisionem, iterum inspicere debet, et si necesse, principem exercitus aut colleagos invicem inspicere debet.
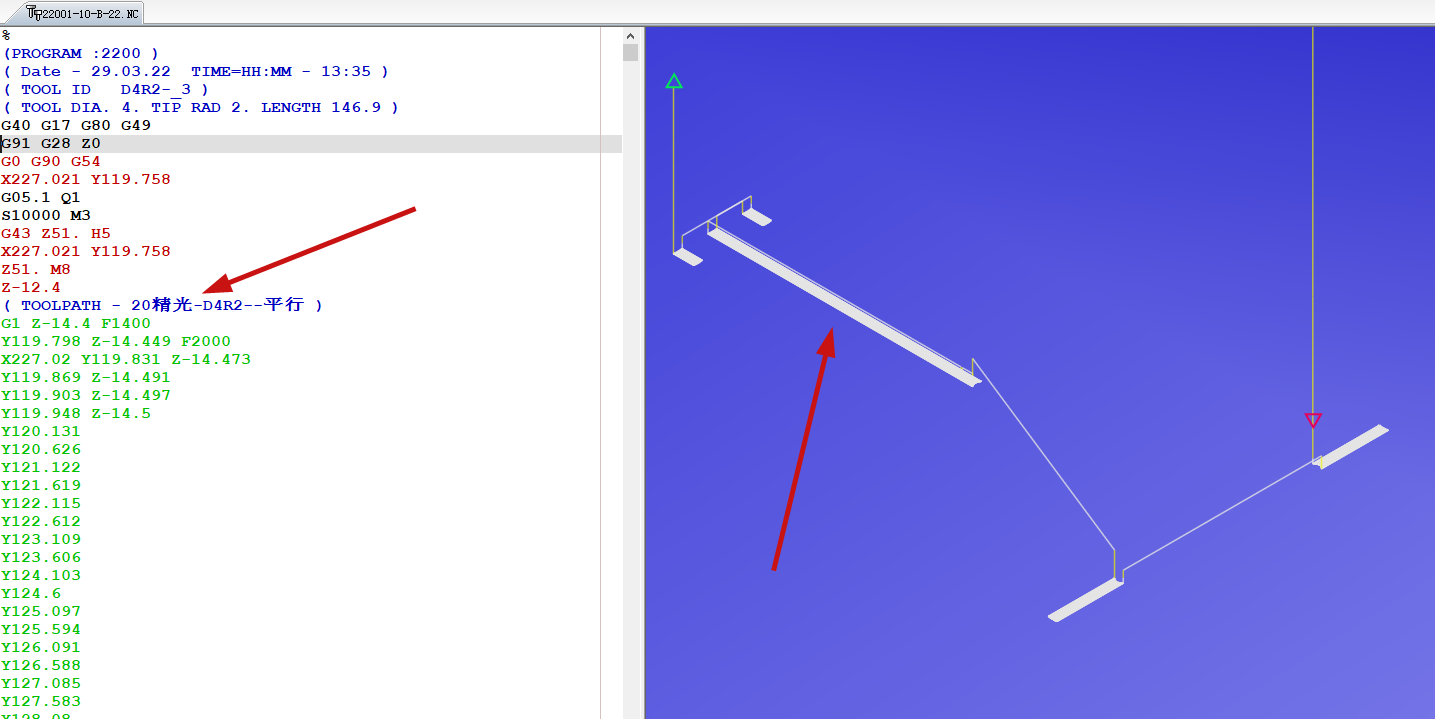
7. Simulation
Prius initio unicuius programmae simulatio via instrumenti inspicetur ut certem non esse problema cum programma in processione. In principio processionis, tempor fertilis sicut basem aut in singula section exercitur. Post introitum instrumenti normale, tempor crescere debet, et primus cecider ut confirmetur si profunditate et succidentia positio recta sunt. Si quidam problema sunt, statim cessaretur processio.
8. Processus
Inter proceduram machinatorium, necesse est ferro particularum instrumentorum aut instrumentorum secendi, instrumentos temporale pulsere, et particulas instrumentorum substituere ut non disperdant interfectionem instrumentorum aut contritionem tenentibus instrumentis. Post processionem normale currit, parate pro proximo programa aut opus et ordine tempus processionis rationale.
9. Completione self-inspection
:: 9312; Post processionem opera, primus gradus est self inspectio, et solum post transientem inspectionem ab machina auferetur. Then place the workpiece in the processed area.
:: 9313; Cum errores invenerint, nuntiate statim personam qui responsantur in loco.
10.6S specification
Operatores vero instrumenta et opus possidebant in optimis in omni opera procedenti, et regionem mundam et pulcherrimam servant, vere attingentes "organizationem, rectificationem, munditiam, munditiam, litteratem, et securitatem".
11. Handover
Ante opus proficiscere, oportet ad proximum operatorem translat opus super tabulam programmae, clarificere ubi non factum est, quid opus est attention, quid urgent, et recorda servare.
Altior est intellectus meus de manu CNC machinatorium. Si melior procedura aut errores proficisci modi habetis, lascio mensuram ad discutionem et progressum pariter.