

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

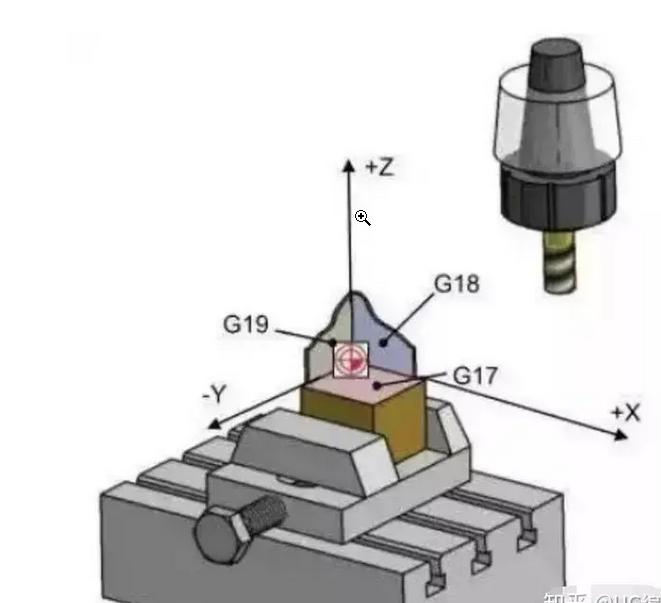
1,Introduction to Programming Methods: A CNC machine tool is a type of machine tool that relies on a digital control system to automatically control mechanical motion and process parts. In CNC machine tools, program instructions are input to enable the machine to perform machining operations on the workpiece. Multae modi sunt ad programmandum instrumentorum machinarum CNC, sed maximus utilis est method triaaxis programmandum. Three axis control refers to the control of the position and shape of the workpiece processed by controlling the three directional movements of the CNC machine bed. Tres axes X, Y et Z respectively sunt. Assis X directo motionis in litore operantis representat, axis Y directos sinistras et dextras, et axis Z directos supra et desuper representat. 2, Instructiones graduum programationis: 1. Operatio Zeroing ante programmationem, opus est operationem nullanum facere, quod significat, ut axis coordinatae instrumenti machinae CNC in statum inicial redit. 2. Usually there are two ways to choose a coordinate system for CNC machines: absolute coordinate system and relative coordinate system. The absolute coordinate system calculates the machining position based on a fixed point on the machine tool workbench as the coordinate origin. The relative coordinate system determines the coordinate origin with the machining starting point as the reference point, and calculates the machining position based on this. 3. Duas metodes interpolationis eligere sunt: interpolatio linearum et interpolatio circularum, quae ad machinandum lineas rectas et curvas, respectively. Interpolatio arcae interpolatio duo directiones sunt: in horologio et in horologio contra horologium. 4. Scribe program based on the machining requirements of the workpiece. Programming should follow the machining principle of fast followed by slow, coarse followed by fine, and small followed by large. 5. Introduce et inite programmam. Introduce scriptum in instrumentum machinae CNC et inite programmam. Nota quia programma praeprocessa est et verificata ante initium.
3,Programmationis precautiones: 1. Introductio programae attention ad corrigentiam formati syntaxis et instruktionibus. 2. When compensating for coordinates and tool length, it is necessary to set them according to the regulations provided by the machine tool manufacturer. 3. For more complex processing, multiple trial cuts are required to determine parameters and compensation values before it can be put into formal production. 4. During the processing, observation should be carried out to adjust the processing parameters in a timely manner. 5. Prius initio programae securitatem et inspectionem accipientur ut securitatem pertinent in processo.
In breve, programmatione machinae CNC est actionem technicam importantiam quam praecepit proficienciam in certe scientia. Praeceptum solum perfectum facit, et praeceptum continuum et summarium experientiae praeceptum magis qualitatis scribere potest. Spero quod supra contentio omnibus adiuvat.








