

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

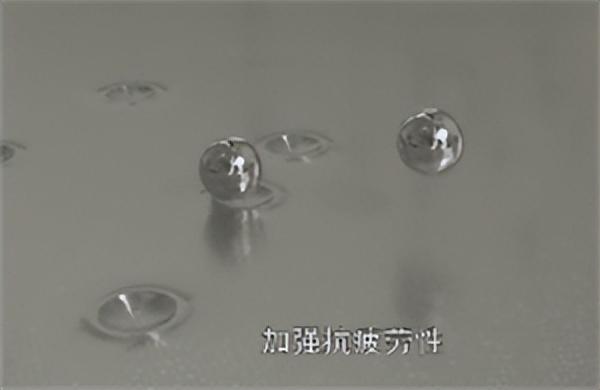
Velisne miratus a fabricatione tunicae Zhangqiu ferreae in "Tongue 3", ubi centum aut etiam milia flammarum ferreae fragmenti rubri et fortes faciunt. Scisne quoniam paneli alae qui duos alas in magnis avionibus quae saepe navimus et similis technicis processionis fabricati sunt.
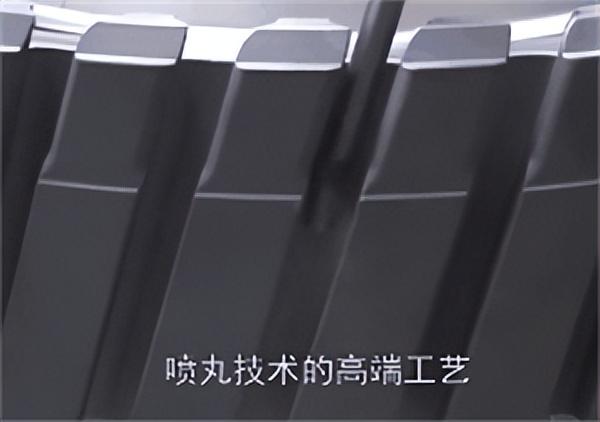
Of course, this high-end process, known as "shot peening technology," is much more complex than the production techniques of Zhangqiu iron pots. Utraque proprietatem communam est ut effectum fatigum resistentiam et magnificaret fortitudinem per effectum velociter. Differens est, quod malleus parvus projectilis factus est cum diametro non plus quam centimetro, et metallus ferrum factus est pretiosius materio crudelis. Produktum finitum est magnum parietem parietem parietem magnam habentem magnam fortitudinem et fortitudinem et formam multam complexam.
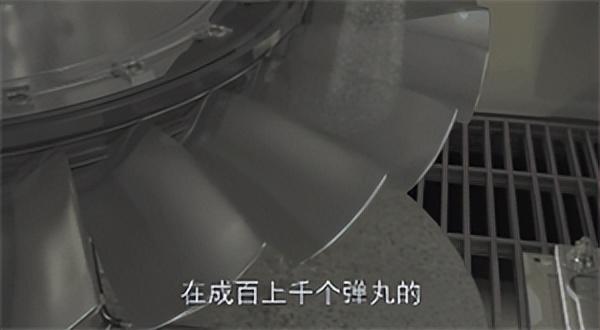
Such thick alloy raw materials, under the high-frequency and high-speed impact of hundreds or thousands of projectiles, become hard, complex in shape, and very thin skin. Finally, they are combined with the skeleton to form a complete wing, supporting the aircraft to fly at an altitude of tens of thousands of meters. Nonne hoc mirabile est?
Cur ergo tecnologiam piscationis utilimus ut paneles wing procedemur? First, we need to understand the special component of aircraft wing panels.
Aeroplane alak tipik tene-walled structure, mainly composed of skin and skeleton. Si aeroplanum similaremus avii, pelle similis plumis est, circum skeletum aeroplani, facientem faciem exteriorem fluctum. Formum vultum habere debet ut resistentiam reducatur; Debet esse multo lux et tenens, attingens decem aut etiam paucos milimetros, ut efficientem pondus portare et aeroplanam altior levare. It must also be very resilient to withstand the various maneuvers and twists made by the aircraft at high altitudes.
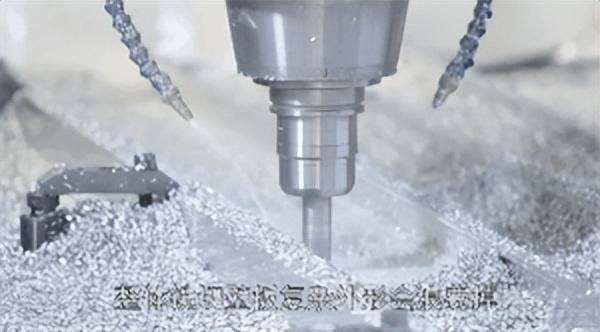
Traditional machining of wing wall panels usually uses CNC integral milling and appropriate mechanical bending methods. Solving the complex shape of the overall wall panel will waste a large amount of material, and mechanical bending can easily affect the performance of the wall panel, making quality control difficult. Nowadays, both domestic and foreign aviation manufacturing companies use shot peening technology for wing wall panel processing.
Unus est paululum costum, non est necessarium mollis, salvum raw materiales, et minus spatio occupant.
Secunda qualitate alta est, quae semper "percutit" faciem parterum densior fieri, sicut addit pelliculam protectilem partes.
Thirdly, it has a wide range of applications. No matter how complex the shape is, under computer programs, small projectiles can accurately locate and strike, effectively solving problems such as metal part processing deformation and welding part deformation.
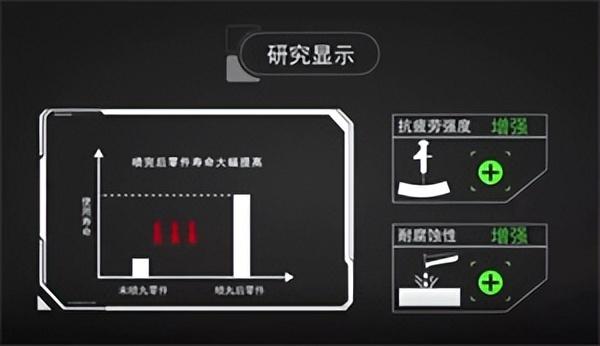
Vita fatigae parterum processae per pinguinem a dozena temporibus in comparatione originalis potest crescere, et fortitudo fatigae et resistentia corrosionis multo elevata sunt.
Medium pro pictura est saepe dicitur quasi materia fusilae, et sunt multi typi, includientes fusionem steellam, fusionem steellam carburizatum, fusionem steellam difficilem, fusionem ceramicam et cetera. In field of aircraft manufacturing, shot peening generally uses carburized steel shot and hard cast steel shot, while shot peening strengthening technology mainly uses hard cast steel shot and ceramic shot.
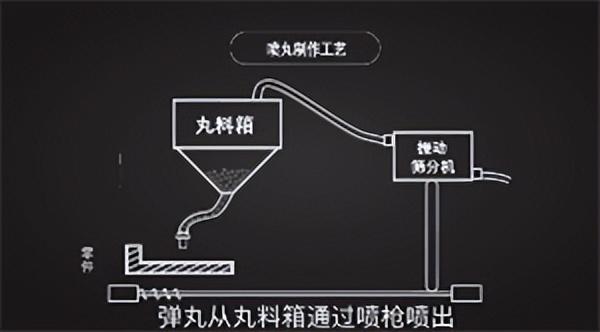
Procedus piscinae valde interessant est. In arma specializata procedentia, bullets are ejected from the shot material box through a spray gun, hitting the surface of the parts at high speed. Then, through a recycling system, unqualified bullets are screened out by a screening device and returned to the shot material box for re-use.
In order to give domestically produced aircraft stronger and lighter wings, Chinese aviation industry technology personnel are still working hard. More advanced technologies such as prestressed shot peening, ultrasonic shot peening, high-pressure water shot peening, and laser shock shot peening are bound to play a greater role in the near future.








