English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Metālrūpniecības loksnes uzņēmējdarbības process un pašreizējā situācija
Saskaņā ar ārvalstu profesionālā žurnāla definīciju loksnes metālu var definēt kā visaptverošu aukstu darba procesu metāla loksnēm (parasti zem 6mm), tostarp izciršanu, izciršanu/izciršanu/kompozītu, savienošanu, metināšanu, plīšanu, sadalīšanu, veidošanu (piemēram, automobiļu struktūru) utt. Tās nozīmīgā iezīme ir tas, ka vienas un tās pašas daļas biezums ir konsekvents. Parasti loksnes metāla rūpnīcas pamatiekārtas ietver skaņas mašīnu, CNC punkingmašīnu/lāzeru, plazmu, ūdensceļu griešanas mašīnu/kompozītmašīnu, līmēšanas mašīnu un dažādas palīgiekārtas, piemēram, nekoileru, līmēšanas mašīnu, atklāšanas mašīnu, vietas metināšanas mašīnu utt.

Metālu rūpniecības ražošanas process loksnes rūpniecības nozarē: struktūrvienību darbība loksnes metālu rūpniecības nozarēs nav daudz atšķirīga no vispārējiem ražošanas uzņēmumiem. Šeit mēs ieviesam tikai darbseminārā ražošanas procesu. Parasti trīs svarīgākie soļi loksnes metāla rūpnīcā ir izciršana, sasmalcināšana/izciršana un sasmalcināšana.
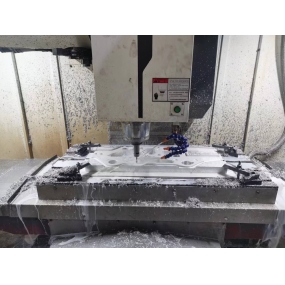
1. Pirmais solis ir materiāla izciršanas process (kas arī pazīstams kā materiāla izciršanas process). Parasti darbinieki uz vietas izmantos izciršanas mašīnu, lai samazinātu daļu materiālu atbilstīgo izmēru no lielajām plāksnēm, pamatojoties uz PIE departamenta sniegto izciršanas diagrammu. Ja tas ir spiediena prese, jāapsver spiediena mirstā zona. Pēc izciršanas darba ņēmēji ar marķētājpildspalvveida pilnšļirci marķēs katra materiāla gabala virsmas daļu.
Piezīme: Dažām rūpnīcām šī pārstrādes posma un tiešā izvietojuma nav standarta lapās, kam seko tiešā iespieduma/izciršanas pārstrāde.
2. Pēc tam materiālu nosūta CNC punching/cutting machine for punching/cutting processes. Šajā procesā ir jāizstrādā NC (Numerical Control) kodi pārstrādātajām daļām. Nowadays, most machine tool manufacturers provide automatic programming software (domestic manufacturers almost always cooperate with foreign software companies for OEM sales, so they do not have their own software development team), which greatly facilitates programming engineers. Šie faktori, kas jāizvērtē programmēšanas inženieriem, ir loksnes izmantošana, samazināšanas instrumenti, efektivitāte, precizitāte un citi jautājumi. Pēc iespiešanas/izciršanas pabeigšanas daļas tiek noņemtas no mikrouslēgumiem un pēc tam nosūtītas uz līmēšanas mašīnu.
3. In the bending process, the main considerations are tool selection, bending order, bending compensation, bending interference, etc. Parasti bending programming programmatūra tiek pārdota arī nejauši, bet lielākā daļa CNC bending machines Ķīnā joprojām ir manuāli programmētas, bieži paļaujoties pārāk daudz uz skolotāju pieredzi. No otras puses, ražošanas procesa prasības Ķīnā joprojām ir noteikta attāluma salīdzinājumā ar ārvalstīm, tādēļ efektivitāte nav uzlabota, un CNC bending machines nav pilnībā izmantotas.
Visbeidzot, atkarībā no produktu stāvokļa, var būt jāveic metināšana, polizēšana, krāsa, montāža, iepakošana un citi procesi, kas šeit netiks aprakstīti.

Metālrūpniecības loksnes pašreizējā situācija!
1. Pieprasījums pēc ražošanas jaudas ir palielinājies. China is gradually becoming an international manufacturing center, and with the continuous increase of foreign investment, the demand for metal processing capabilities is constantly increasing. In the metal processing industry, electrical control boxes, machine casings, and other components are generally sheet metal parts, so the demand for Sheet Metal Processing capabilities is also constantly increasing.
2. Attiecībā uz loksnes metāla apstrādi precīzība dažās robežās ir diezgan bieža, un procesa sarežģītība ir salīdzinoši augsta, un dažas daļas pat sasniedz desmitiem procesu. Tādējādi loksnes metāla pārstrādes uzņēmumiem parasti ir vajadzīgi dažādi mehānisko iekārtu veidi, lai izpildītu dažādas procesa prasības. The precision of sheet metal punching is generally within&# 177; Aptuveni 0,1 mm līmēšanas precizitāte parasti var sasniegt &# 177; 0, 5 mm.
3. Augsta peļņa: iespiešana parasti var sasniegt aptuveni 30%, savukārt lāzera samazināšana var sasniegt 50% vai vēl vairāk.
4. Kopsavilkumā iekšzemes lapu metāla rūpniecības galvenās iezīmes ir vairākas: iekārtas nav tik efektīvas kā attīstītās valstis, precizitāte nav tik precīza kā citi, un vissvarīgākais ir tas, ka pētniecības un attīstības personāla un ražošanas tehnoloģiju profesionālās prasmes joprojām ir agrīnā posmā. Laba tehnoloģija ir skolotāju prātā, un apmācības mehānisms joprojām ir vienkāršā mašīnu ekspluatācijas apmācības posmā. Joprojām nav profesionālu un ilgtspējīgu rūpniecības standarta, tāpēc ir grūti apmierināt augsta līmeņa starptautisko klientu vajadzības,
1. Departamenta vadītājs: vadiet tehnisko grupu vai projektu grupu, lai pilnveidotu ražošanas un attīstību laikā, ar kvalitātes un daudzumu, kā arī ražošanas, izlietošanas un izmaiņas procesa tehnoloģiju, saskaņot, pārbaudīt un koriģēt projekta progresu, lai apmierinātu ražošanas un patērētāju vajadzības, nodrošinot, ka procesa dokumentu prasības var maksimalizēt uzņēmuma intereses (tostarp ražošanas izmaksu kontroles, procesa optimizēšanu, lai uzlabot ražošanas efektivitāti, efektīvu un savlailaicīgu standarta izmaksu pārvaldības un kvotu noteikšanas sistēmu un uzlabot ražošanas efektivitāti, efektīvu un savlaicīgu standarta izmaksu pārvaldības un kvotu sistēmu.Assistiistināt Jā.
2. Procesa tehnoloģiju inženieris: atbildīgs par BOM materiālu sarakstu, alternatīvo materiālu, procesa dokumentu/tehnisko specifikāciju un inženiertehnisko izmaiņu ražošanu un izlaidi; tehniskais atbalsts ražošanas vietā; saziņas process un tehniskie jautājumi ar klientiem; ražošanas procesu optimizēšana;
3. Cenu in ženieris: izveidot standarta izmaksu uzskaites sistēmu un savlaicīgi atjaunināt to, pamatojoties uz materiālu un tirgus pārmaiņām.
Make decisions for the "order review team" and be responsible for price confidentiality to safeguard the company's interests;
4. Mold Engineer: pārskatīt un apstiprina mold plāna racionalitāti, izsekot mold progresu, izveidot standartizētas darbības rokasgrāmatas lietošanai, sniegt ražošanas norādes uz vietas un saglabāt mold datubāzi;
5. KN programmētājs: atbildīgs par KN programmu plānošanu, maksimālo materiālu izmantošanu programmējot, pareizi izvēlējot materiālus, saglabājot numerālo punching moldu datubāzi un savlaicīgi pabeidzot ražošanas pasākumus ‚
6. Ražotājs: atbildīgs par klientu rasējumu izstrādi, procesa dokumentu apkopošanu un izstrādi inženieru virzienā;
7. Atbildīgs par tehnisko dokumentu, produktu kodēšanas pārvaldību, dokumentu nosūtīšanu starp departamentiem, datu statistiku un departamenta ikdienas administratīvo darbu.
3,IE uzņēmējdarbības process
1. Jauna produktu izstrāde (paraugu izstrāde):
Mūsu uzņēmums ir OEM/ODM pārstrādes tips. Kad pārdošanas departaments apspriež jaunus produktus ar klientiem, tie parasti sniedz tehniskos dokumentus. PIE departaments (Procesu integrācijas departaments) organizē projektu komandu, lai analizētu produktu procesus, BOMs un citus jautājumus, kas balstīti uz tehniskajiem dokumentiem/paraugiem. Tajā pašā laikā standarta izmaksas tiek aprēķinātas un iesniegtas MRB (Order Review Team).
Pēc tam, kad MRB nolemj veikt rīkojumu, tehniskās grupas s āk izstrādāt un pārveidot klientu tehniskos dokumentus, pirkot testēšanas materiālus, regulēt paraugu izstrādes un izmēģin āšanas procesu, un procesa inženieris seko visu procesa procesā no procesa tehnisko dokumentu izstrādes uz vietas tehnisko norādījumu uz paraugu izstrādes un izmēģināšanas vietas tehnisko norādījumu uz paraugu izstrādes un izmēģināšanas vietas. Projekta vadītājam ir jāiekļauj un jāiekļauj projekta progress un sekojošās problēmas, kā arī informācijas par saisaisaistības problēmas un progress uz PIE vadītāju jebkurā laikā.Ja ir procesa vai aprīžu problēmas, laika sazIespējams.
Pēc izmēģinājuma ražošanas sākotnējās pārbaudes pirms maza mēroga ražošanas procesa inženierim jāaizpilda visu nepieciešamo procesa tehnisko dokumentu (BOM/procesa tehnisko prasību/materiālu saraksta/standarta darba stundu/standarta izmaksu/standarta procesa maršruta/ERP dati...) ražošana un jānosūta kontrolētajā DCC.
Pirmajā masas ražošanas partijā procesa in ženieri uzrauga un vada priekšējās līnijas ražošanas personālu un uzraudzītājus uz vietas, lai darbotos pareizi. Ja ir novirzes "ekspluatācijas procesā" un "standarta darba stundās", tehniskie dokumenti ir savlaicīgi jākoriģē. Ja masu ražošanas laikā konstatē, ka partijas materiāli ir defektīvi, risinājumi būtu jāapspriež ar piegādātāju. Ja tas ietver materiālu aizstāšanu, lai izpildītu klientu prasības, iepriekš jāsaņem klientu apstiprinājums. Lai izvairītos no divkāršām problēmām nākotnē iepirkuma un ietekmētu OTD, ir jāizstrādā īpaši materiāli tehniski prasību dokumenti

Pēc masas ražošanas pirmās partijas standarta izmaksas un standarta darba stundas ir pamatā noteiktas. Šie materiāli tiek sniegti finanšu nodaļai izmaksu uzskaitei un kā plānošanas un plānošanas instruments, pabeidzot procesu no izlases atvēršanas līdz masas ražošanai. Šeit ir uzsvērts, ka atbildīgajam in ženierim jāpiedalās visā procesā, nodrošinot, ka priekšējās līnijas personāls var efektīvi un precīzi ražot un kontrolēt produkta procesa kvalitātes trūkumus pirms masas ražošanas otrās partijas.
2. Produkti jau masas ražošanā:
Tā kā process un tehniskie dokumenti jau ir sagatavoti mazās partijās agrīnā posmā, būtībā nav daudz darāmi. Tomēr ir svarīgi ņemt vērā ECO/ECN dizainparaugu izmaiņu apstiprināšanu un atbrīvošanu, uzraudzīt attiecīgās departamentus, lai nodrošin ātu kvalificētu produktu ražošanu, un strādātu ar ražošanas inženieriem, lai optimizētu ražošanas procesus un dizainparaugu iekārtas, lai uzlabotu ražošanas efektivitāti un samazinātu ražošanas izmaksas.
4,PIE informācijas pārvaldība:
1) tehnisko dokumentu drošība un konfidencialitāte:
MIS departaments izmanto tehniskos līdzekļus, lai novērstu nelikumīgu COPY, novērstu tehniskās informācijas nelikumīgu izplatīšanu tiešsaistes iekraušanas/lejupielādes un e-pasta starpniecībā un novērstu hackerus nelikumīgi iebrukt un nozagt tehnisko informāciju, izmantojot tīkla drošības pārvaldību; Izvēlieties tehnisko dokumentu piekļuves un grozījumu atļaujas un noteikt tīkla piekļuves paroles;
2. Copyright of design and drawing software:
Arvien lielāka uzmanība pievērsta pasaules programmatūras autortiesībām/intelektuālajam īpašumam, uzņēmums izmanto visu patiesu dizaina programmatūru;
3. Datu rezerve:
nedēļas rezerves dati, kas glabāti tālāk; Dienas rezerves datus glabā drošībā; Izstrādāt ārkārtas reaģēšanas plānus datu katastrofām.
5,PIE loma Sakaki provincē
PIE svarīgums uzņēmumos ir neapšaubāms. Visas ražošanas un ražošanas, plānošanas, ERP sistēmas, iepirkuma, ārpakalpojumu sniegšanas, inventāra un kvalitātes darbs ir jābalsta uz PIE tehniskajiem dokumentiem. Tādēļ PIE dokumentu precizitāte un nopietnība nav tikai joks. Kad uzņēmuma ceļojums ir kļūdains, radot partijas defektus vai produktu skrūšanu, uzņēmuma zaudējumi ir grūti novērtēt.Ja tas ietekmē klientus.
The delivery time of customer OTD has led to a decrease in customer satisfaction, and the increase or decrease in subsequent orders has caused great trouble for GM and the sales department.
Tikai veidojot labas darba ieradumus no darba atbildības un attieksmes pamatsajūtas un pastāvīgi uzlabojot tehnisko dokumentu sistēmu, uzņēmumi var virzīties uz panākumiem!