English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Izšķiršanas instrumentu un instrumentu izvēle ir viens no svarīgākajiem saturiem CNC mašīnu tehnoloģijā, kas ne tikai ietekmē mašīnas instrumenta mašīnu efektivitāti, bet arī tieši ietekmē mašīnu kvalitāti. Salīdzinot ar tradicionālajām mašīnu metodēm, CNC mašīnām ir lielākas prasības samazināt instrumentus un instrumentus. Tas ne tikai prasa augstu precizitāti, labu stingrību un ilgtspēju, bet arī prasa stabilu izmēru un ērtu uzstādīšanu un korekciju.
CNC iekārtu materiāli 1. ātrgaitas tērauda
ātrgaitas tērauda tērauds, ko sauc arī par priekšējo tēraudu vai balto tēraudu. Tā ir sakausējuma tērauds, kas satur tādus elementus kā volframs (W), molibdēns (Mo), hroms (Cr), vanadijs (V), kobalts (Co) utt. Tā ir sadalīta divās galvenajās volframa un molibdēna sērijās un ir tradicionāls rīka materiāls. Tās istabas temperatūras cietība ir 62–65HRC, un tās termisko cietību var palielināt līdz 500–600 °C. Pēc novēršanas deformācija ir maza, viegli saīsināta, un to var vilkt un griezt. To nevar izmantot ne tikai, lai ražotu buļķu bitus un grieztājus, bet arī lai ražotu kompleksus grieztājus, piemēram, zvejas rīku grieztājus un veidotu grieztājus. Tomēr sakarā ar zemu pieļaujamo samazināšanas ātrumu (50m/min), to galvenokārt izmanto zema ātruma mašīnām CNC mašīnās. Parasti ātrgaitas tērauda pārstāv W18Cr4V.

2. Cietā sakausējums
Cietā sakausējums ir pulvera metalurģijas produkts, kas izgatavots no karbīdiem (WC, TiC, TaC, NbC utt.) ar augstu cietību un kausēšanas punktu, izmantojot Co, Mo, Ni kā saistvielas. Tās istabas temperatūras cietība var sasniegt 74–82HRC un izturēt augstu temperatūru no 800 °C līdz 1000 °C. Ņemot vērā zemās ražošanas izmaksas, tā var parādīt lieliskus vidējā ātruma samazināšanas rādītājus (150m/min) un augstas barības samazināšanas rādītājus, padarot to par visplašāko izmantojamāko instrumentu materiālu CNC mašīnās. Taču tā ietekme uz smagumu un līmēšanas stiprumu ir daudz mazāka nekā ātrgaitas tērauda stiprums, tādēļ to reti veido neatņemamu griešanas instrumentu veidā. Praktiskajā lietošanā cietās sakausējuma sadalīšanas blokus parasti nosaka uz izciršanas ķermeņa, metinot vai mehānisku klampējot. Bieži izmantotie cietie sakausējumi ietver volframa kobalta (YG) sakausējumus (YG8, YG6, YG3), volframa titāna (YT) sakausējumus (YT5, YT15, YT30) un volframa titāna tantalumu (niobijs) (YW) (YW1, YW2) sakausējumus.
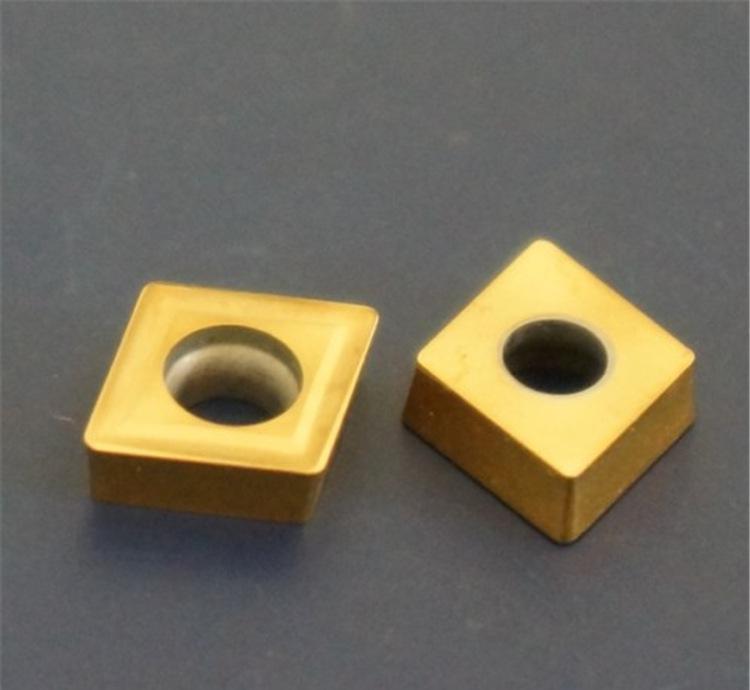
3. Apvalkotā cietā sakausējuma
Apvalkotos cietos sakausējuma līdzekļus sagatavo, apvalkot vienu vai vairākus apvalkotos šķīstošu TiN, TiCN, TiAlN un Al2O3 slāņus cietajiem sakausējuma līdzekļiem ar labu grūtību. Apvalkotā biezums ir no 2 µm līdz 18 µm. Pārklājumos parasti ir divas funkcijas: no vienas puses, tām ir daudz zemāka siltuma vadības koeficients nekā instrumentu substrāts un darbgabalu materiāls, vājinot instrumentu substrāta siltuma efektu; No otras puses, tā var efektīvi uzlabot frikciju un adhezīciju samazināšanas procesā, samazinot siltuma samazināšanas paaudzi. TiN ir zemas frikcijas pazīmes, kas var samazināt pārklājuma audu zudumu. TiCN var samazināt aizmugurējās izciršanas virsmas pārklājumu. TiCN pārklājumam ir lielāka cietība. Al2O3 pārklājumam ir izcila siltumizolācijas iedarbība. Salīdzinot ar cietajiem sakausējuma samazināšanas instrumentiem, apvalkotie cietie sakausējuma samazināšanas instrumenti ir ievērojami uzlabojuši stipruma, cietības un rezistences ziņā. Attiecībā uz darba gabalu samazināšanu ar 45-55HRC grūtību, zemas izmaksas pārklāti cietie sakausējumi var sasniegt ātru samazinājumu. Pēdējos gados daži ražotāji ir paļāvuši uz pārklājuma materiālu un proporciju uzlabošanu, kas ir ievērojami uzlabojusi pārklāto izciršanas instrumentu īpašības.
4. Keramiskie materiāli
Keramika ir viens no samazināšanas instrumentiem, kas strauji attīstījušies un ir arvien plašāk izmantoti pēdējos 20 gados. Tuvākajā nākotnē keramika var izraisīt trešo revolūciju mašīnu samazināšanā, sekojot ātrgaitas tērauda un cieto sakausējumu.
Keramiskajiem samazināšanas instrumentiem ir tādas priekšrocības kā augsta cietība (91-95HRA), augsta stiprība (750MPa~1000MPa līmeņa stiprība), laba pārklājuma rezistence, laba ķīmiskā stabilitāte, laba līmeņa rezistence, zema frikcijas koeficients un zemas izmaksas. Ne tikai tas, ka keramikas izciršanas instrumentiem ir augsta temperatūras cietība, sasniedzot 80HRA 1200 °C temperatūrā. Lietojot parasti, keramikas izciršanas instrumentiem ir ārkārtīgi ilgs laiks, un samazināšanas ātrumu var palielināt par 2-5 reizēm salīdzinājumā ar cietajiem sakausīšanas instrumentiem. Tās ir īpaši piemērotas augstas cietības materiālu, precizitātes mašīnu un ātrgaitas mašīnu apstrādei. Tās var apstrādāt dažādu veidu svītrotu tērauda un cieto lēto dzelzs ar cietību līdz 60HRC. Bieži lietotas ir keramikas, kas balstās uz alumīniju, silīcija nitrīda bāzes keramikas un metāla keramikas. Alumīna pamatā esošajiem keramikas izciršanas instrumentiem ir augstāka termiskā izciršana nekā cietajiem sakausējumiem. ātrgaitas izciršanas apstākļos izciršanas mala parasti nedarbojas par plastmasas deformāciju, bet tās stiprums un smagums ir zemāks. Papildus augstam termiskajam cietumam keramikas, kas balstītas uz silīcija nitrīdu, ir arī laba grūtība. Salīdzinājumā ar keramikas, kas balstītas uz silīcija oksīdu, tā nelabvēlība ir tāda, ka tā ir pakļauta augstas temperatūras izplatīšanai tērauda apstrādes laikā, kas intensificē instrumentu apvalku. Silīcija nitrīda bāzes keramikas instrumentus galvenokārt izmanto, lai pārtrauktu slēgšanu un miljonu pelēka dzelzs. Cermet metāls ir instrumentu materiāls, kas balstīts uz karbīdiem, līdzīgs cietajiem sakausējumiem, bet ar mazāku afinitāti, labu frikciju un labāku pārklājumu rezistenci. Tas var izturēt augstāku samazināšanas temperatūru nekā parasti cietajiem sakausējumiem, bet trūkst ietekmes rezistences, smagas mašīnas laikā grūtības, un stiprums zemā ātrumā un augstas barības ātrumā cieto sakausējumu. Pēdējos gados, plaši pētot, uzlabojot un pieņemot jaunus ražošanas procesus, ir ievērojami uzlabota keramikas materiālu salīdzinošā spēka un smaguma pakāpe. Piemēram, jaunā metāla keramika NX2525, ko izstrādāja Mitsubishi Metal Company Japānā, un CT metāla keramikas blīvumu sērija un apvalkotā metāla keramikas blīvumu sērija, ko izstrādāja Sandvik Company Zviedrijā, ir ievērojami augstāka salīdzinošā spēka un pretestība nekā parastās metāla keramikas, ievērojami paplašinot keramikas materiālu piemērošanas diapazonu.

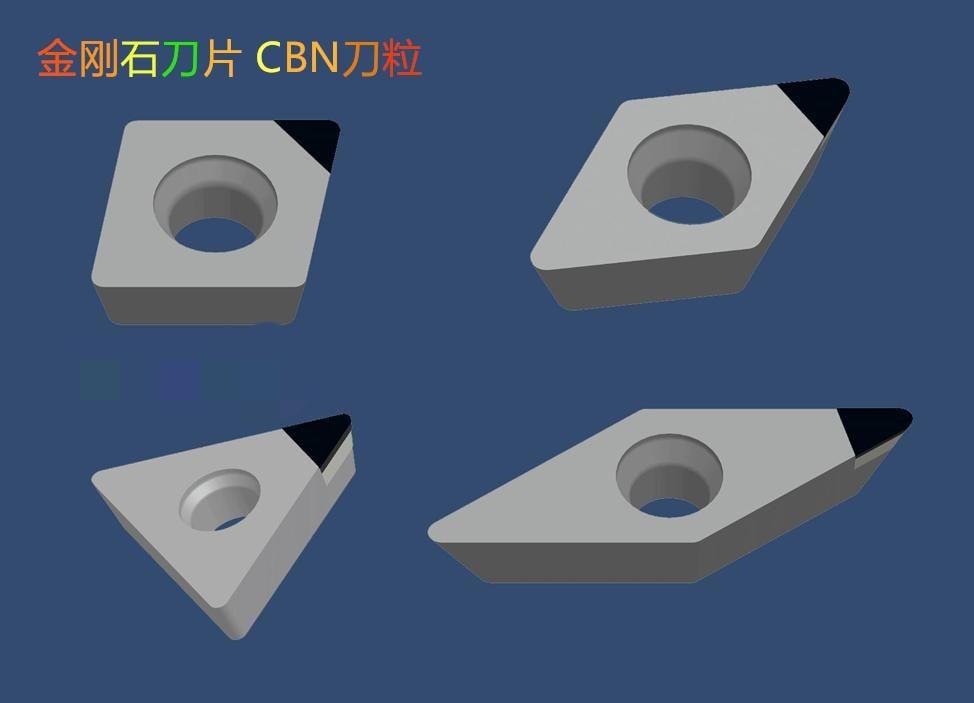
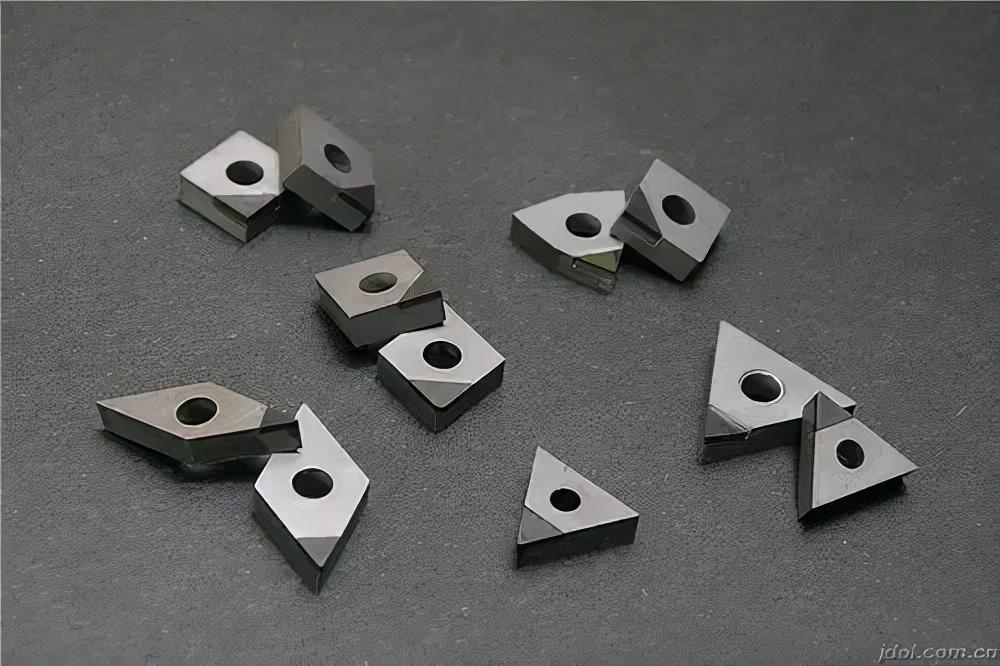
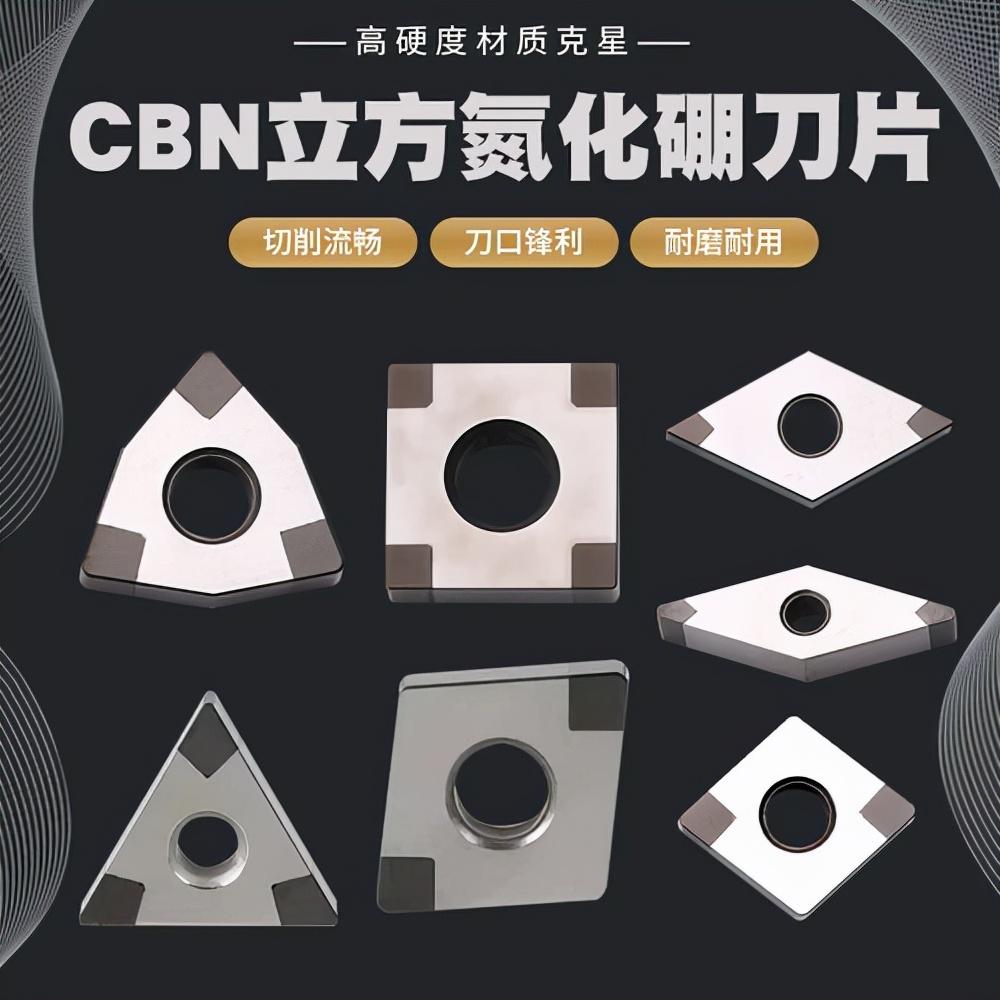
5. Kubic boron nitrids (CBN)
CBN ir mākslīgi sintēzēts augsta cietības materiāls, ar cietību līdz 7300-9000HV. Tās cietība un apģērba pretestība ir otrā tikai diamantam, un tai ir liela augsta temperatūras cietība. Salīdzinot ar keramikas izciršanas instrumentiem, tās siltumrezistence un ķīmiskā stabilitāte ir nedaudz sliktāka, bet tās ietekmes smagums un pretsasmalcināšanas rādītāji ir labāki.
To plaši izmanto cietā tērauda (virs 50HRC), perlīta pelēka dzelzs, dzesināta dzelzs un augstas temperatūras sakausējumu samazināšanai. Salīdzinot ar cietajiem sakausējuma samazināšanas instrumentiem, tā samazināšanas ātrumu var palielināt ar lieluma kārtību. PCBN (polikristāliskais kubīna nitrīds) izciršanas līdzekļi ar augstu CBN saturu ir augsti cieti, laba apvalka rezistence, augsta kompresija stiprums un laba ietekme uz smagu ietekmi. Tomēr to trūkumi ir slikta termiskā stabilitāte un zema ķīmiskā nestabilitāte, padarot tos piemēroti siltumrezistentīgas sakausējumu, liesas dzelzs un dzelzs pamatā esošo piesātināto metālu samazināšanai. CBN daļiņu saturs kompozītos PCBN izciršanas instrumentos ir salīdzinoši zems, un keramiku izmanto kā saistvielas, kas rada mazāku cietību. Tomēr tas kompensē sliktu siltumstabilitāti un zemu ķīmisko nestabilitāti PCBN ar augstu CBN saturu, padarot to piemērotu cieto tērauda izciršanai. Vienlaicīgai selekcijai ir pieejami melnā lētā dzelzs un svītrota tērauda, keramikas izciršanas instrumenti un CBN izciršanas instrumenti. Kad sausa cietā tērauda izciršana, Al2O3 keramikas izmantošanas izmaksas ir zemākas nekā PCBN materiālu izmantošanas izmaksas, jo keramikas izciršanas instrumentiem ir laba termiskā un ķīmiskā stabilitāte, bet tās nav tik smagas un cietas kā PCBN izciršanas instrumenti. Keramikas izciršanas instrumenti ir labāka izvēle, samazinot darbgabalus ar grūtību zem 60HRC un mazām barības likmēm. PCBN samazināšanas instrumenti ir piemēroti situācijām, kurās darbavietu cietība ir lielāka par 60HRC, jo īpaši automātiskajām un augstas precizitātes iekārtām.
6. Polikristāliskais diamonds (PCD)
Tā kā smagstākais izciršanas instrumentu materiāls, PCD ir nepietiekams līdz 10000HV un labākais izturēšanās pret dzelzs metālu, kas var viegli izraisīt ķīmiskos reakcijas, kas var viegli izraisīt ķīmiskos reakcijas, parasti to var izmantot tikai, lai apstrādātu nesaistītās detaļas, piemēram, nesaistītās metālu un to sakalīžu, stieļu šķiedru, in ženierierieru keramikas, inženierieru keramikas, un cieto sakalīžu, kas ir ļoti smagie materiālu, kas ir ļoti smagie materiāli.Iespējams.