

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Aukstās darba loksnes metāla pārstrāde ir izciršanas, veidošanas, savienošanas un citu izejvielu process, piemēram, loksnes, profili un cauruļvadi. Tādējādi tai ir savas pārstrādes īpašības un iezīmes, tādējādi veidojot savu unikālo pārstrādes darba saturu, ražošanas procesu un darbības standartus.
Konkrētais darba saturs loksnes metāla pārstrādē ir saistīts ar loksnes metāla komponentu struktūru un sarežģītību. Kopumā tā darba saturs un posmi galvenokārt ietver šādus elementus.
Saprašanās loksnes metāla daļas rasējumi ir priekšnoteikums loksnes metāla apstrādei. Tikai saprotot daļu rasējumus, mēs varam turpmāk analizēt un precizēt daļu struktūru, saprast detaļu formu, sastāvu, izmērus un attiecīgās tehniskās prasības un turpināt apstrādi. Tabletes metāla daļas rasējumi ir ne tikai pārstrādes pamats, bet arī produktu pārbaudes pamats, un tie ir svarīgi tehniski dokumenti ražošanā.
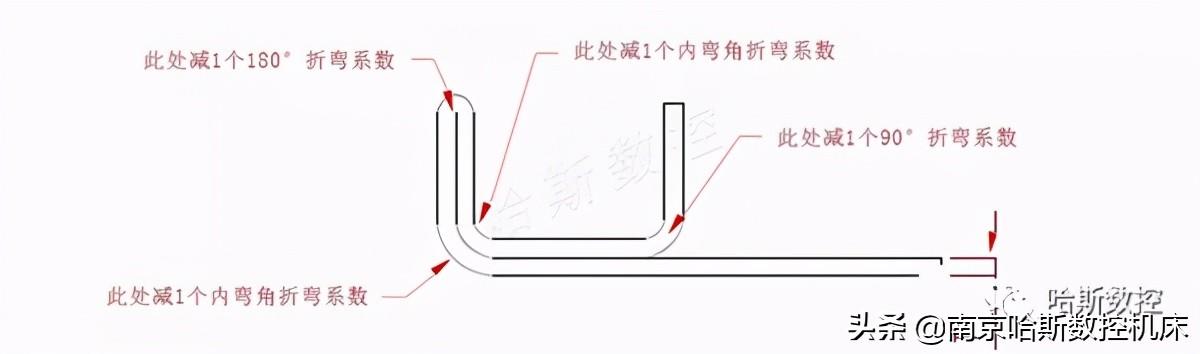
Pamatojoties uz to, pamatojoties uz lapas metāla daļas izvietietošanās, attaisnojošo attēlu jābalsbalstās uz materiāla tipa, strukturālo raksturu, formas un lieluma prasībām no lokas metāla sastāvdaļas. Pēanalizējot un izvēlējot ražošanas procesu, jāveic atbilstoša apstrādēšana uz apstrādes sastāvdaļu (piemēram, pievienojot apstrādes kvītu, nosakot attaisnojošo radikus no neitralālālās slāņa neitralā slāņa, utt.), un nepieciešamos aprēķin ās (daļām ar pārpārpārpārpārpārsarsarcomplex aprēķinām, daļām ar pārpārpārsarcomplex aprēķinām, to var arī noteikt ar eksperimentiem ražošanas ekspdiagramma), visu vai daļu detaļu datu, marķēšanas vai pārbaudes paraugu, kas precīzi izteikti ar 1:1 attiecību, kas vajadzīga ražošanas procesā. Viens no procesa specifikāciju formulēšanas darba saturiem (procesa dokumentiem, kas precizē loksnes metālu komponentu ražošanas procesu un ekspluatācijas metodes).
Procesa specifikāciju sagatavošana pieder loksnes metāla komponentu ražošanas tehnoloģiju sagatavošanai, ko parasti pabeidz inženiers un tehniskais personāls. Tomēr dažādās rūpniecības nozarēs un dažādu skalu uzņēmumos procesa specifikāciju sagatavošana var nedaudz atšķirties atkarībā no komponentu sarežģītības vai var būt situācijas, kad par to pabeigšanu atbild aukstās loksnes metāla tehnikas vai augstākās aukstās loksnes metāla darba ņēmēji. Parasti parastajiem aukstās darba loksnes metāla darbiniekiem ir jāveic tikai pārstrādāto komponentu neizpildītais marķēšanas (marķēšanas) uzdevums, kas veido paraugu stieņus, paraugu veidlapas utt., pamatojoties uz attiecīgajiem tehniskajiem dokumentiem, piemēram, neizpildītajiem shēmas diagrammiem.
Panorama
3. Ražošana un pārstrāde: pamatojoties uz attiecīgiem loksnes metāla pārstrādes tehnoloģiju dokumentiem, tiek izmantotas dažādas loksnes metāla pārstrādes iekārtas un instrumenti, un tiek pieņemtas dažādas pārstrādes metodes (tostarp siltumapstrāde, virsmas apstrāde utt.), lai ražotu produktus, kas atbilst loksnes metāla daļu rasējumu prasībām.
Parasti loksnes metāla pārstrādes ražošanas procesā galvenokārt ir iekļauti materiālu sagatavošanas, izvietojuma, pārstrādes, kompleksa, savienojuma, korekcijas un pārbaudes procesi. Materiālais preparāts galvenokārt attiecas uz izejvielu un sastāvdaļu tukšu sagatavošanu, tostarp tērauda un līmeņa un vienkāršošanas kvalitātes aprēķinu. Ja rēķina izmērs ir lielāks nekā izejvielas vajadzīgās specifikācijas, ir nepieciešama arī sadalīšana, un materiāla sagatavošanas darbs ietver marķēšanu, sadalīšanu un savienošanu. Izkārtojums ir izstrādāt izkārtojuma diagrammu, kas pamatojas uz produkta mehānisko rasējumu, lai noteiktu daļu vai produktu faktisko formu un izmēru, lai paraugu izdarītu un izmantotu paraugu pārstrādes līniju, dažādu pozīcijas līniju u. c. (t. i., marķējumu) izejvielām (vai tukšām). Izgriešana ir daļas vai tukšas no izejvielām atdalīšanas process, izmantojot tādas metodes kā izciršana, sasmalcināšana vai gāzes izciršana, pamatojoties uz marķēšanas laikā sagatavoto līnijas formu. Saskaņā ar dažādām daļu prasībām dažām tukšām daļām joprojām ir jāveic iespiedumi un citas metodes, izmantojot gliemenes, pirms tās var pārstrādāt un veidot. Izveidošanas laikā to var sadalīt līmēšanas veidošanā un spiediena veidošanā saskaņā ar dažādām īpašībām un tālāk sadalīt aukstā darba veidošanā un karstā spiediena veidošanā saskaņā ar dažādām temperatūrām veidošanā laikā.
Tērauda struktūru savienojums un savienojums ietver dažādu tērauda strukturālo sastāvdaļu savienošanu daļās vai produktos un to savienošanu kopumā, izmantojot metināšanu, plūsmu plūsmu, stiepļu savienojumus un citas metodes. Visam tērauda struktūru montāžas procesam jāveic metiski un stingri kvalitatīvas pārbaudes, lai novērstu jebkādu ietekmi uz produktu kvalitāti, ko izraisa nekovalificēti materiāli, nepareizi apstrādes specifikācijas vai daļām vai sastāvdaļām, kas neatbilst pielaides prasībām, kas nonāk komplektā.
Ja pārbaudes laikā konstatē deformāciju daļās, sastāvdaļās un produktos, parasti veic noteiktu korektīvu darbu, kas ir arī svarīga tērauda struktūras ražošanas tehnoloģijas īpašība.
Visbeidzot, lai uzlabotu komponenta virsmas pretkoroziju, apvalku rezistentu, dekoratīvu un citu funkciju, komponentiem, kas ir pabeiguši ražošanu un pārstrādi, bieži jāveic turpmāka pārklājuma apstrāde (galvenokārt elektroplatēšana, krāsa utt.). Lai nodrošinātu katra pārstrādes posma kvalitāti un komponentu galaproduktu, jāīsteno arī stingras pārbaudes sistēmas (tostarp paša pārstrādātāja paša paša pārbaude un īpašo inspektoru specializēta pārbaude).
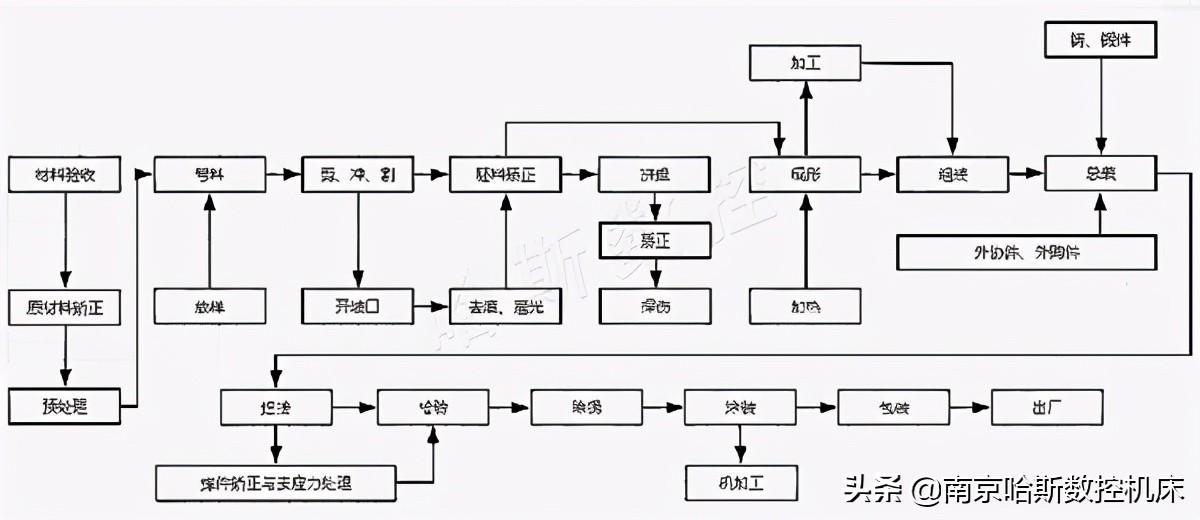
Procesa plūsma no lokšveides metmetālu apstrādes procesā attiecas uz visu procesu, kurā pakāpeniski mainās formu, izmēru, materiālu īpašību, vai materiālu īpašību, vai sastaušanas un sastaušanas daļu daļu dažā kārtā ražošanas procesā, līdz plūstas metāla daļa, kas atbilst form as un izmēru prasībām, ir izgatavota.Lai sarsarežģītākās sastāvdaļas, tās ražošanai un apstrādei parasti ir jāiet caur daudziem procesiem, piemēram, daudziem procesiem, piemēram, materiālu sagatavošanai, sastaušanas un sastaušanas un sastaušanas, veidveidošanas un sastaušanas, un sastaušanas un sastaušanas procesiem, lai veidotu pilnu produktu, izklāšanas un sastaušanas, ražošanas procesā tā pārstrādes plūsma bieži ietver iepriekšminētos pārstrādes posmus, kā norādīts turpmākajā plūsmas diagrammā.
 Procesa diagramma
Procesa diagramma
Procesa plūsma ir svarīgs tehniskais dokuments, kas vada visu komponentu pārstrādes plūsmu, organizē un pārvalda ražošanu un pārstrādi. Attiecībā uz daļām, kas nav pabeigtas vienā darbseminārā vai pat vienā rūpniecībā, tā ir arī svarīgs pamats procesu plūsmai, darba un sadarbības sadalīšanai, savstarpējai savienošanai un sadarbībai dažādu darbsemināru starpā.
Tā kā procesa plūsma ir viss maršruts, kas norādīts katrai sastāvdaļai no izejvielām līdz visas sastāvdaļas pabeigšanai, tā ir arī zināma kā procesa maršruts.
Procesa specifikācija loksnes metāla pārstrādei norāda daļu pārstrādes plūsmu, savukārt konkrēto pārstrādes saturu vada un kontrolē ar procesa specifikāciju.
Pēc rūpīgas visaptverošas analīzes un salīdzināšanas ar vairākām iespējamām procesa shēmām optimālā procesa shēma ir tehniski iespējama un ekonomiski pamatota. Tehniskajā dokumentā ir norādītas tukšās daļas, tās pārstrādes metodes un īpašās pārstrādes dimensijas; Katra procesa raksturs, daudzums, secība un kvalitātes prasības; iekārtu modeļi un specifikācijas, ko izmanto katrā procesā; Katrā procesā izmantoto pārstrādes instrumentu veids (piemēram, palīglīdzekļi, izciršanas instrumenti, gliemenes utt.); Kvalitātes prasības un pārbaudes metodes katram procesam. Vispārēji runājot par lielu un sarežģītu metāla strukturālo komponentu loksnes metāla darbu bieži prasa profesionālo darbinieku, piemēram, metāla uzņēmēju, sadarbību. Metāla loksnes komponentiem, ko tieši apstrādā, izmantojot spiediena apstrādes metodes (piemēram, spiedienu, hidraulisko spiedienu utt.), to bieži dēvē par iespieddarbu; Attiecībā uz pārstrādes tehnoloģiju, kas izmanto metināšanu komponentu montāžai, to bieži dēvē par metināšanu tehnoloģiju, savukārt montāžas procesam, kam nepieciešama gan mehāniskā pārstrāde, gan metināšana, upju un citas pārstrādes tehnoloģijas, to tieši dēvē par montāžas tehnoloģiju vai upju tehnoloģiju.
Jāatzīmē, ka procesa specifikācijas nav noteiktas un ir nepārtraukti jāuzlabo un jāpilnveido ražošanas praksē. To racionalitāte ir atšķirīga atkarībā no dažādiem uzņēmumiem, ražošanas apstākļiem un pat dažādu operatoru tehniskā līmenī. Tomēr vispārējais princips ir tas, ka procesa procedūru sagatavošanai jānodrošin a progresīva tehnoloģiju, procesa iespējamība un ekonomikas racionalitāte, vienlaikus saglabājot labus darba apstākļus.
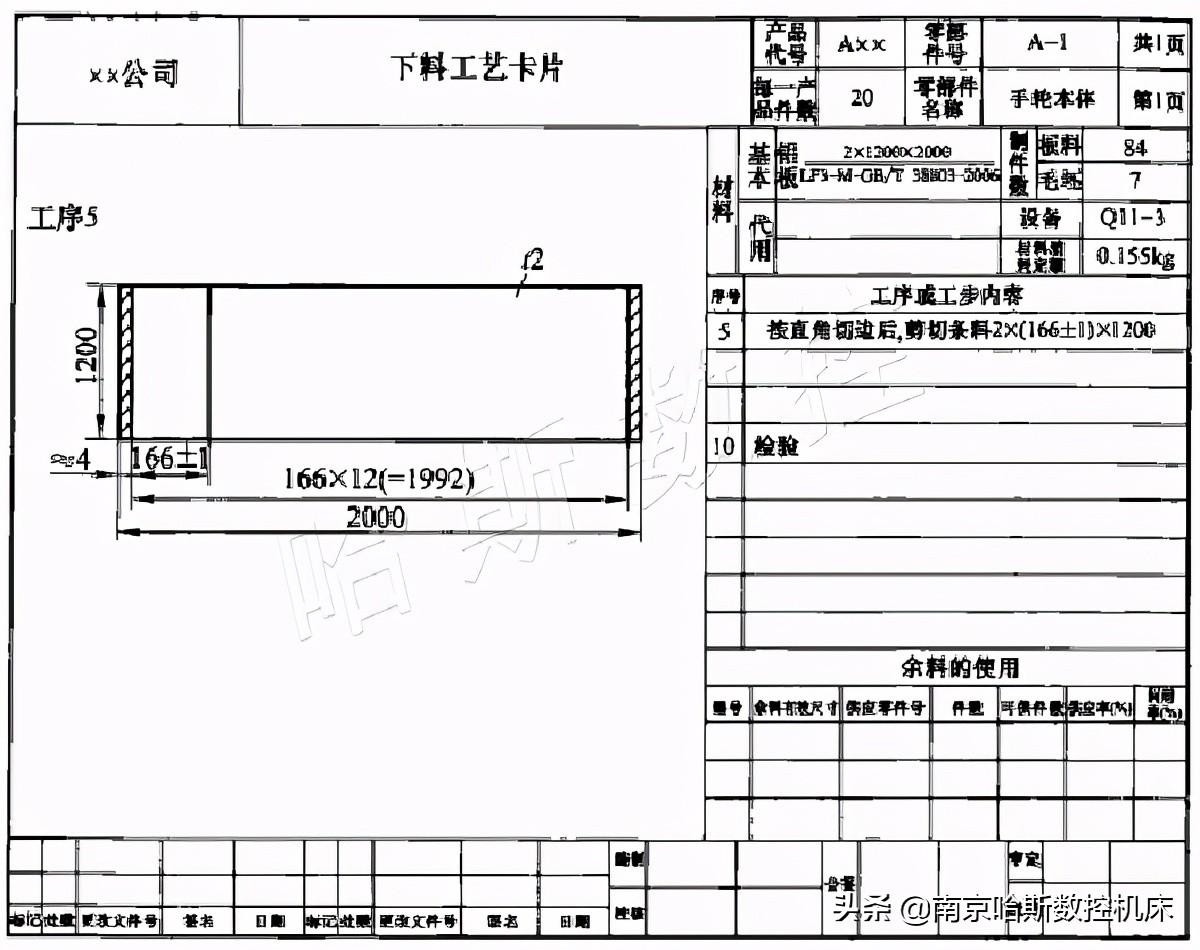
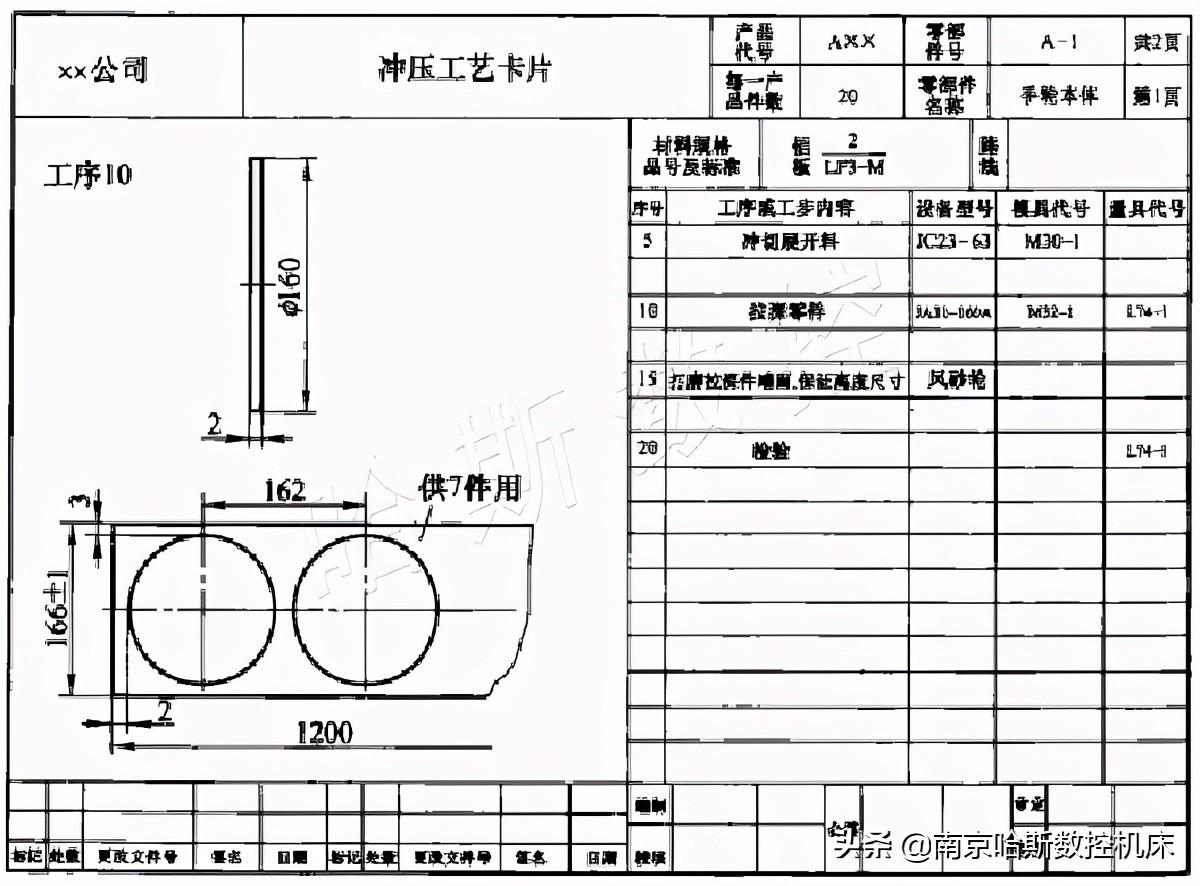
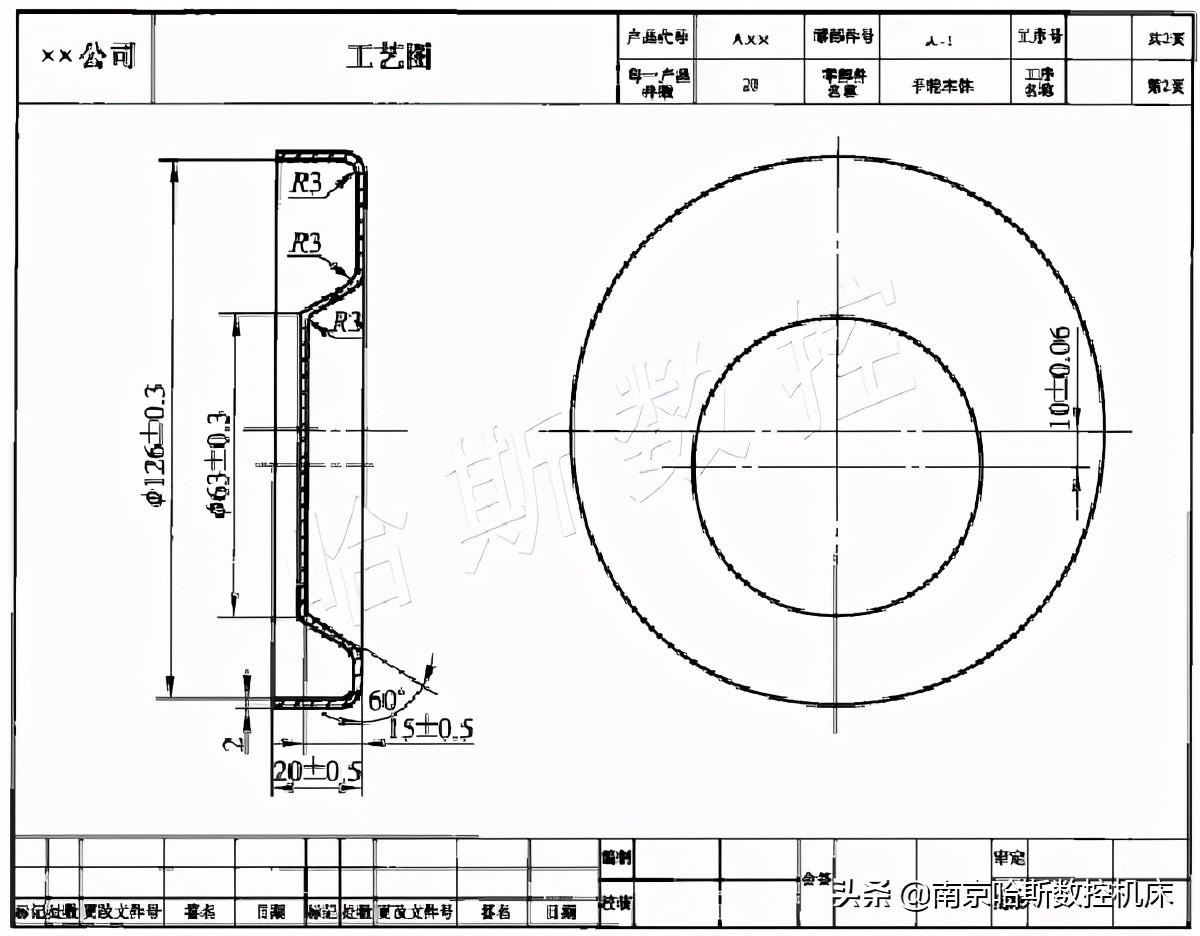
Kā parādīts procesa diagrammā, daļa ir atsevišķa uzņēmuma produkta rokas riteņa struktūra, kas izgatavota no 2mm biezām LF3-M (5A03). Ražošanas partija ir liela, un pēc tam, kad daļa ir izveidota, pēc pārbaudes nav acīmredzama materiāla biezuma vai krekinga s a īs in āšana. Attēlā izciršanas un izciršanas procesa karte ir izciršanas un izciršanas process. Tā kā daļas galvenokārt tiek pabeigtas, izmantojot preses mašīnu ar atbilstošām moldēm, turpmākā pārstrāde tiek saukta par zīmogapstrādi. zīmogapstrādes karte un attēlā apstrādes diagramma ir zīmogapstrādes tehnoloģija.
Procesa kartē kodu pārvaldības īstenošanas iemesls moldu un mērinstrumentu (mērierīču, paraugu) izmantošanai ir atvieglot moldu un mērinstrumentu ražošanas un tehniskās pārvaldības vajadzības. Līdzīgi ražošan as un tehniskās pārvaldības vajadzībām daži uzņēmumi parasti organizē iespiedumu daļu un citu materiālu samazināšanu kā neatkarīgu darbsemināru, un to iespiedumu pārstrādes rokasgrāmatas tiek kolektīvi sauktas par izciršanas kartēm. Daži uzņēmumi, pamatojoties uz savām īpašībām, var integrēt iespiedumu daļu samazināšanu ar iespiedumu semināru, un šajā gadījumā var apvienot arī izciršanas karti un iespiedkarti vienā.
 Izciršanas procesa karte
Izciršanas procesa karte
 Stamping Process Card
Stamping Process Card
 Procesa diagramma
Procesa diagramma
 lapu metāla iespiešanas procesa specifikācija
lapu metāla iespiešanas procesa specifikācija
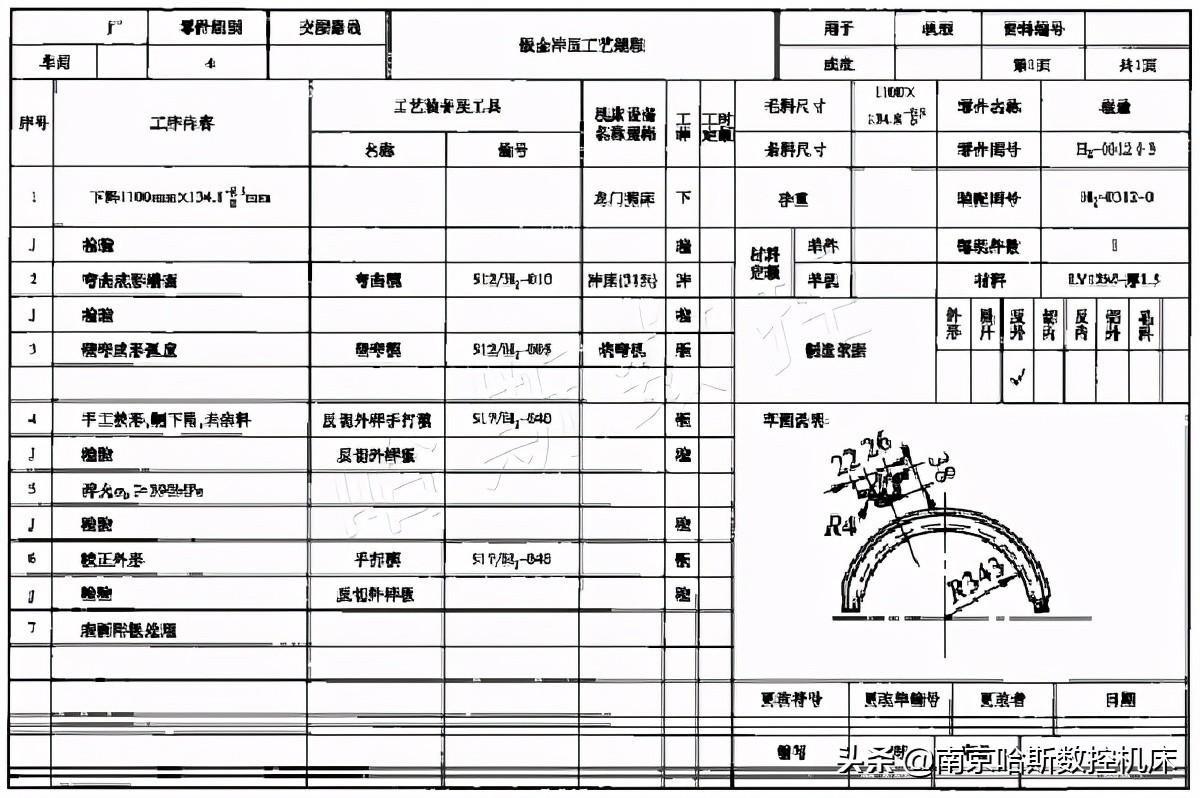
Parasti, runājot par visu loksnes metāla daļu pārstrādes tehnoloģiju, to bieži nav pabeigts ar vienu sadalīšanas un zīmogu darbsemināru. Daudzas daļas var tikt savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji apstrādātas, siltuma apstrādes, virsmas apstrādes utt. Metāla štampēšanas procesa loksnes specifikācija ir noteikta uzņēmuma ražojuma štampēšanas procesa specifikācija attiecībā uz pamatmalas (izgatavota no 1,5 mm LF12M materiāla).







