

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Tabletes metāla izciršana ir svarīgs process loksnes metāla izstrādājumu veidošanai. Tajā ir iekļautas tradicionālās metodes un procesa parametri, piemēram, samazināšana, saspiešana un līmēšana, kā arī dažādas aukstas iespiešanas struktūras un procesa parametri, aprīkojuma darba principi un darbības metodes, kā arī jaunas iespiešanas tehnoloģijas un procesi.
Jebkurai loksnes metāla daļai ir noteikts pārstrādes process, ko sauc arī par procesa plūsmu. Ar atšķirībām loksnes metāla daļas struktūrā procesa plūsma var mainīties, bet kopumā tas nepārsniedz šādus punktus.
1. Izstrādāt un iezīmēt daļēju diagrammu no loksnes metāla daļām, kas pazīstamas arī kā trīs skata diagramma. Tās funkcija ir izteikt loksnes metāla daļu struktūru rasējumu veidā.
2. Iezīmējiet neparedzētu diagrammu. Tas ir, atvērt kompleksu komponentu plakanā gabalā
3. Izciršana. Ir daudz veidu, kā samazināt materiālus, galvenokārt iekļaujot šādus veidus:
a. Izgriezeniskā mašīna izciršana. Tas ir izgriezeniskā mašīna izmantošanas process, lai izgrieztu neizplatītās formas, garuma un platuma izmērus. Ja pastāv saspiešanas vai stūra izciršana, tad tā tiek apvienota ar saspiešanas mašīnu un moldu, lai veidotu formu.
b. Punch cutting is the process of using a punch press to form a flat plate structure, by opening parts on a sheet metal in one or more steps. Its advantages include short labor consumption, high efficiency and reduced processing costs. It is often used in mass production
c. NC skaitliskais kontroles samazinājums Izgriežot NC materiālus, pirmais solis ir rakstīt CNC mehānismu programmu. Ir jāizmanto programmēšanas programmatūra, lai rakstītu nacionēto neparedzēto diagrammu programmā, ko var atzīt NC CNC mehānisma mašīna. Ļaujiet tai sekot šos programmas soli pa soli uz dzelzs plāksnīti, lai izvadītu tās plakanas plāksnītes strukturālo formu.
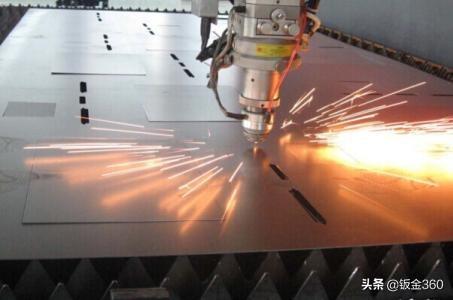
d. Lazera izciršan a ir lāzera izciršanas izmantošana, lai sagrieztu plakanās plāksnes strukturālo formu dzelzs plāksnē
4. Šķīdināšana, pazīstams arī kā cauruma zīmēšana, ir process, ar ko iezīmē nedaudz lielāku caurumu no mazāka bāzes cauruma un pēc tam pieslēdz to caurumam. Tas var palielināt savu stiprumu un izvairīties no slīpuma. To parasti izmanto loksnes metāla apstrādei ar relatīvi plānu plāksnītes biezumu. Kad plāksnītes biezums ir liels, piemēram, 2.0, 2.5 utt., mēs varam tieši pieslēgt to bez šķīdināšanas.
5. Punch processing. Generāli, punch processing includes punch and corner cutting, punching and material drop, punching and convex hull, punching and tearing, hole drawing, and other processing methods to achieve the processing purpose. The processing requires corresponding molds to complete the operation. For punching convex hull, there are convex hull molds, and for punching and tearing, there are tearing molds forming
6. Attiecībā uz mūsu rūpnīcu parasti izmanto upju lodītes, upju riekstus, upju skrūves utt. parasti tiek plātināti metāla daļu loksnēšanai, izmantojot puķēšanas mašīnas vai hidrauliskas upju mašīnas.
7. Ieslēgšana ir process, ar ko slēdz 2 D plakanās daļas 3D daļās. Tās apstrāde prasa slēgšanas mašīnu un atbilstošus slēgšanas moltus, lai pabeigtu darbību. Tām ir arī noteikta līgšanas secība, un princips ir slēgt nākamo, kas pirmo reizi neietekmē, un slēgt to, kas kavē vēlāk.
8. Svētīšana ir process, kas apvieno vairākas daļas, lai sasniegtu atsevišķu daļu malu apstrādes vai metināšanas nolūku palielināt savu stiprumu. Kopumā ir vairākas pārstrādes metodes, piemēram, CO2 gāzes aizsargātas metināšanas, argona arku metināšanas, vietas metināšanas, robotu metināšanas utt. Šo metināšanas metožu izvēle ir atkarīga no faktiskajām prasībām un materiāliem. Kopumā CO2 gāzes aizsargātas metināšanas izmanto dzelzs plātņu metināšanai; Argona loksa metinēšanu izmanto alumīnija plātņu metinēšanai; Robot a metināšana tiek izmantota galvenokārt, kad darbgabals ir liels un metināts jūras ilgs. Piemēram, attiecībā uz kabineta metinēšanu, robotu metinēšanu var izmantot, lai ietaupītu daudz darba laika, uzlabotu darba efektivitāti un metināšanas kvalitāti.
9. Virsmas apstrāde. Virsmas apstrāde parasti ietver fosfācijas plēvi, daudzkrāsainu cinku, hromātu, baktēšanas krāsu, oksidāciju u.c. fosfācijas plēvi parasti izmanto auksti velmētu plēvi un elektrolītisko plēvi, un tā galvenā funkcija ir pārklāt aizsargplēvi uz materiālās virsmas, lai novērstu oksidāciju; Turklāt tā var pastiprināt tās baktēšanas krāsas pievienošanos. Elektroplatējot daudzkrāsainu cinku parasti apstrādā ar auksti velmētu loksnes virsmu; Hromātu un oksidāciju parasti lieto alumīnija plākšņu un profilu virsmas apstrādei; Īpašo virsmas apstrādes metodi izvēlas saskaņā ar klienta prasībām
10. Pilnsapulce atsaucas uz vairāku daļu vai sastāvdaļu savākšanu noteiktā veidā, lai veidotu pilnīgu produktu. Viena lieta, lai pievērstu uzmanību, ir to sastāvdaļu aizsardzība, kuras nedrīkst sagriezt vai nodarīt bojājumus. Asambleja ir galīgais solis komponenta pabeigšanai, un, ja komponentu nevar izmantot sakarā ar skrūvēm vai bojājumiem, tā ir jāpārraksta, kas iztērēs daudz apstrādes laika un palielinās komponenta izmaksas. Tādēļ īpaša uzmanība būtu jāpievērš komponenta aizsardzībai.








