

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Sveiki, visi, mūsu mašīnu rūpniecībā, vienmēr ir bijusi galvassāpes problēma, kas ir kļūdas darbības ātrums. Manuprāt, jebkuram draugam mašīnu rūpniecībā ir dziļā izpratne par šo jautājumu.
Es šodien pavadīju dažu laiku, organizējot standarta CNC operācijas procesu. Ja mēs sekojam šim procesam, es domāju, ka tas var samazināt daudzas nevajadzīgas kļūdas.
Vadītāji vai draugi, kas ir jauni rūpniecībai, var to savākt, izdrukāt un apcietināt uz mašīnas instrumenta.

1. Sagatavošana
Sagatavojiet vajadzīgos instrumentus, aprīkojumu utt. Pirmā lieta, kas jādara katru dienu darbā, ir pārbaudīt, vai dažādi mehānisma instrumenta parametri ir normāli, piemēram, vai sākumā ir kāds patoloģisks troksnis, vai dažādi mehānisma instrumenta sastāvdaļas parasti var darboties, vai smēreļļa, mugurkaula eļļa u.c., ir normāli un bez turbinācijas un sagatavot mehānisma instrumenta pārbaudes sarakstu. Ja ir pārstrādes pārkraušana, vislabāk to nodot rakstiski, nevis verbāli, lai novērstu savstarpēju apgrozību pārtraukšanu.
2. Iespēja
Pirms uzsākšanas mašīnas rīks jāatgriež uz sākotnējo stāvokli. Ja mašīna ilgu laiku nav darbojusies, uzsildiet siltumapgādes programmu 5 līdz 10 minūtes pēc uzsākšanas. ātrums un barības ātrums pakāpeniski palielinās no 20 % līdz 80 % līdz mašīnas prekarsēšanas pabeigšanai.
3. Programmas lapa
Pirms apstrādes ir rūpīgi jāizlasa programmas lapa un rasējumi, jāapstiprina, ka apstrādes darbavietu skaits ir vienāds un tas ir vienāds un jānovieto darbavietu virziens saskaņā ar programmas lapu.
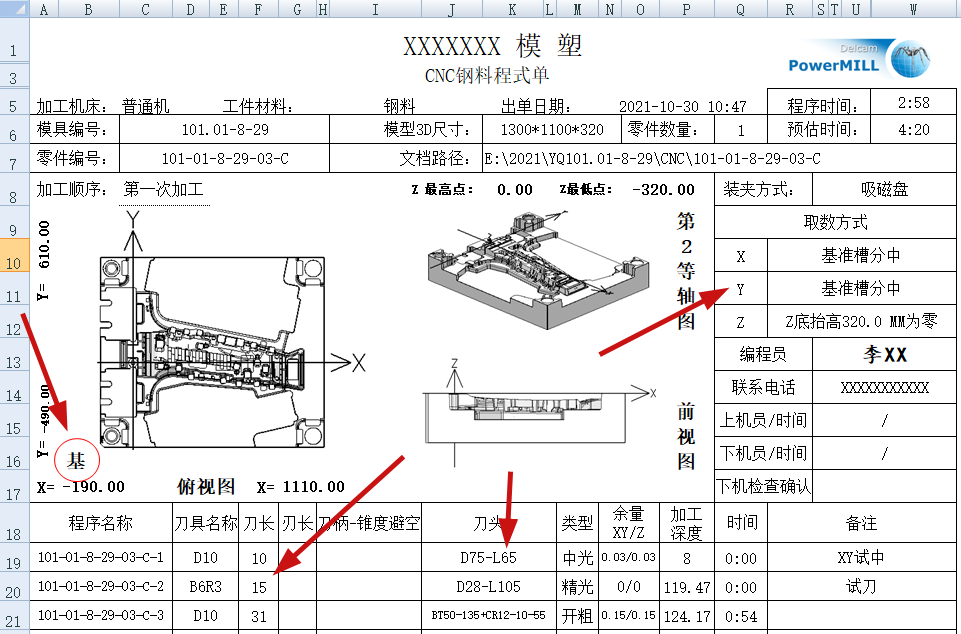 Pārstrādes programmas lapas
Pārstrādes programmas lapas
4. Pirms iekāpšanas mašīnā
Pirms darbgabala uzlikšanas mašīnā darba stenda rūpīgi jātīra. Ja darbgabalā ir apdegumi, tas jātīra ar failu un jātīra putekļi, eļļas kāpņi, ūdens kāpņi utt.
5. Tabulas iespiešana
Sagatavojot tabulu, ir svarīgi atzīmēt, ka, ja tas ir vienmērīgs materiāls, jāpārbauda materiāla paralēlisms, perpendikularitāte un pieļaujamība, un pirms tabulas kalibrēšanas jāapstiprina darbgabalu leņķa līnijs.
6. Vidējā rādītājs
Dalīšanas laikā ir skaidri jāredz atsauces leņķis programmas lapā. Pēc sadalīšanas pabeigšanas tas ir jāpārbauda atkal, un vajadzības gadījumā komandas vadītājam vai kolēģiem ir jākontrolē viens otra.
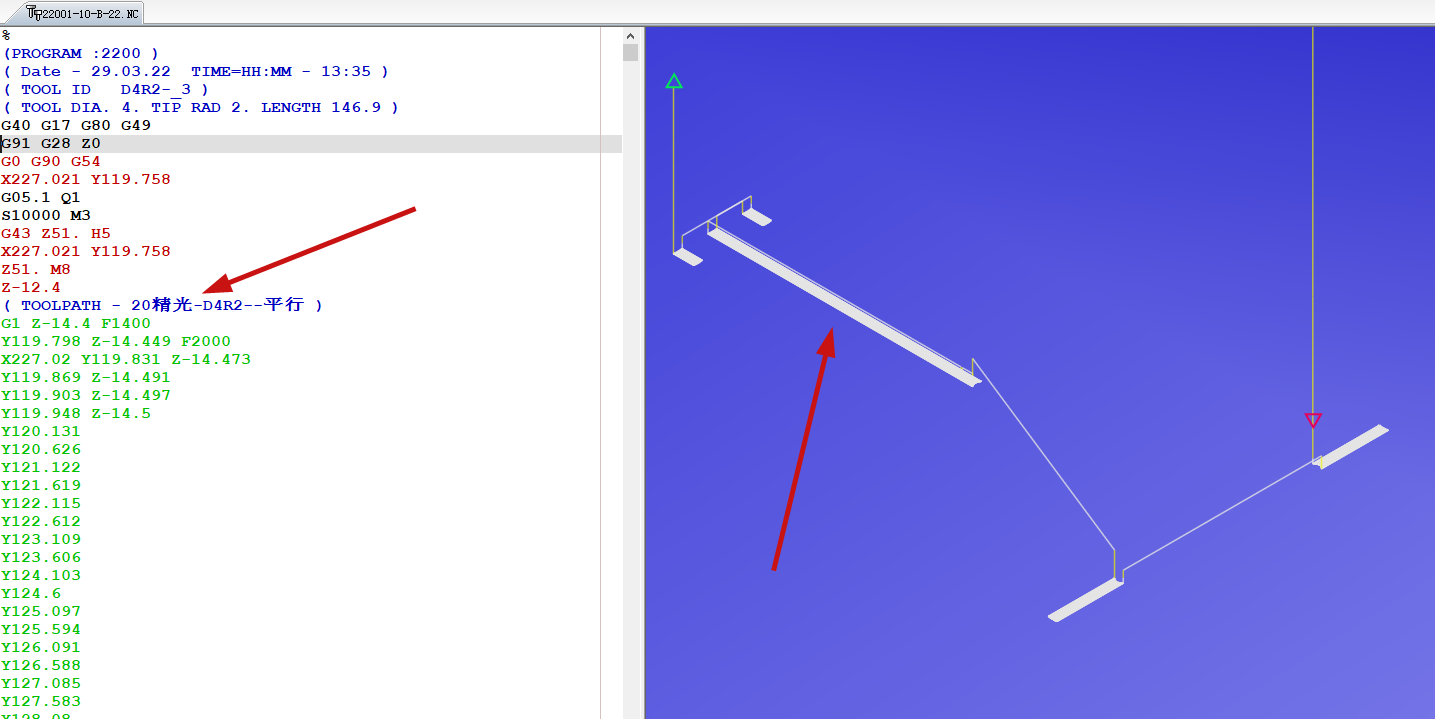
7. Simulācija
Pirms katras programmas uzsākšanas, jākontrolē instrumenta ceļa simulācija, lai nodrošin ātu, ka apstrādes laikā nav problēmu ar programmu. Pārstrādes sākumā barības likme jānosaka kā bāze vai jādarbojas vienā iedaļā. Pēc instrumenta ierašanās parasti ir jāpalielina ātrums un pirmais griezums jāveic, lai apstiprinātu, vai dziļums un griezuma pozīcija ir pareiza. Ja ir problēmas, apstrāde nekavējoties jāpārtrauc.
8. Pārstrādes process
Mašīnas procesa laikā ir rūpīgi jāuzrauga instrumentu daļiņu vai sadalīšanas instrumentu pārklāšana, savlaicīgi sadalīt instrumentus un aizstāt instrumentu daļiņas, lai izvairītos no instrumentu sadalīšanas vai kaitējuma instrumentu turētājam. Pēc apstrādes normālas darbības sagatavoties nākamajai programmai vai darba gabalai un pamatoti organizēt apstrādes laiku.
9. pabeigšanas pašpārbaude
* 9312; Pēc darba gabala apstrādes pirmais solis ir pašpārbaude, un tikai pēc pārbaudes pārtraukšanas to var noņemt no mašīnas. Pēc tam novietojiet darbgabalu pārstrādātajā apgabalā.
Izmeklējot apstrādes kļūdas, lūdzu, nekavējoties paziņojiet atbildīgajai personai uz vietas.
10.6S specifikācija
Ekspluatantam visā darba procesā būtu jānovieto instrumenti un darbavietas atbilstīgā stāvoklī un jāglabā teritorija tīrā un tīrā veidā, tiešām sasniedzot „organizāciju, korekciju, tīrīšanu, tīrību, literatūru un drošību”.
11. Preču nodošana
Pirms darba pārtraukšanas ir jānodod darbs nākamajam operatoram, pamatojoties uz programmas lapu, jāprecizē, kur tas nav darīts, uzmanība ir nepieciešama un steidzamība, un jāglabā ieraksti.
Ja jums ir labāki procesi vai kļūdu novēršanas pasākumi, lūdzu, atstājiet ziņojumu, lai apspriestu un panāktu progresu kopā.







