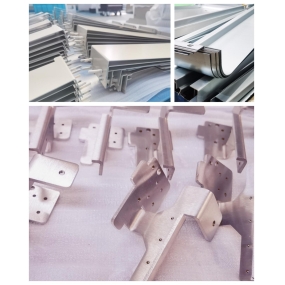
Lai nodrošinātu produktu kvalitāti un ražošanas efektivitāti, ir svarīgi samazināt kaitējuma risku alumīnija sakausējumu CNC iekārtas laikā. Šeit ir daži konkrēti pasākumi un ieteikumi: 1 Reaģējama izciršanas parametru un izciršanas ātruma izvēle: Alumīna sakausējumu CNC mašīnām jāatlasa atbilstošais izciršanas ātrums, pamatojoties uz alumīnija sakausējuma materiālajām īpašībām un apstrādes prasībām. Pārmērīga samazināšanas ātrums var izraisīt blakusproduktu izciršanas un uzkrāšanos ar instrumentiem, savukārt pārmērīgi zems samazināšanas ātrums var izraisīt mazu iekārtu efektivitāti. Barības likme: izvēlieties saprātīgu barības likmi, pamatojoties uz darba gabala un apstrādes prasību sarežģītību. Pārmērīga barības likme var izraisīt pārmērīgus samazināšanas spēkus, kas izraisa darbgabalu deformāciju un samazinātu iekārtu kvalitāti; Zema barības likme var izraisīt zemu pārstrādes efektivitāti. 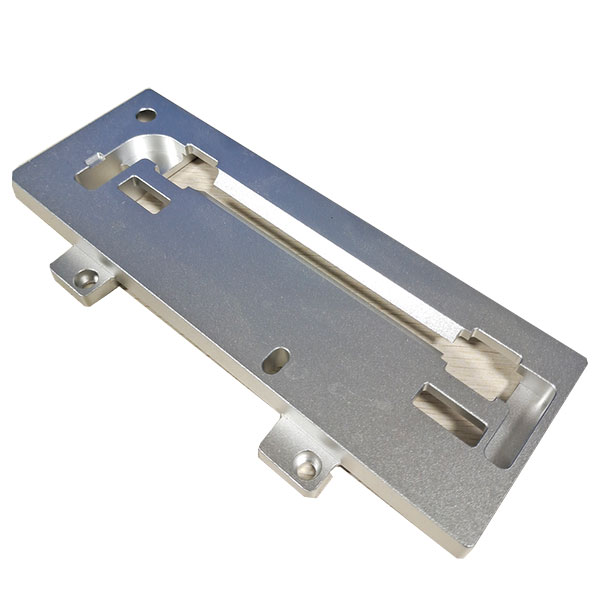 2. Izmantojiet atbilstošus instrumentu veidus un materiālus: izvēlieties instrumentus, kas piemēroti alumīnija sakausējumu, piemēram, ātrgaitas tērauda vai cieto sakausējumu instrumentiem, kas paredzēti CNC mašīnām. Šiem samazināšanas instrumentiem ir liela cietība un rezistence, kas var efektīvi samazināt kaitējuma risku mašīnas procesa laikā. Izgriešanas instrumentu ģeometriskie parametri: nodrošin āt, ka instrumenta ģeometriskie parametri (piemēram, malas leņķis, malas rādiuss utt.) ir piemēroti mehānismu prasībām, lai samazinātu vibrāciju un samazinātu spēku un mazinātu kaitējuma risku. 3. Atbilstoši instrumenti dzesēšanai un izciršanas šķidruma lubrikācijai: KN mašīnā alumīnija sakausējuma laikā dzesēšanai un smēriņai jāizmanto atbilstošs izciršanas šķidruma daudzums. šķidruma samazināšana var pazemināt samazināšanas temperatūru, samazināt samazināšanas spēku un darbgabalu deformāciju, vienlaikus samazinot arī instrumentu apģērbu un bojājumu. Atdzesēšanas kontrole: pietiekami kontrolē šķidruma izciršanas plūsmas ātrumu un temperatūru, lai nodrošinātu vienādu šķidruma izciršanas un nepārtrauktu piegādi. Pārmērīga plūsmas ātrums var izraisīt materiālus atkritumus, savukārt nepietiekama plūsmas ātruma var izraisīt sliktu dzesēšanas efektu. 4. Ensure the stability of clamping and fixing fixture selection: Use appropriate fixtures and fixture forces to ensure the stability and rigidity of the workpiece aluminum alloy CNC Machining. Tas palīdz novērst darba gabala pārvietošanu vai vibrāciju mašīnas procesa laikā, tādējādi samazinot kaitējuma risku. Klampizēšanas metode: izvēlieties atbilstošu klampizēšanas metodi, pamatojoties uz darba gabala un apstrādes prasību formu. Nodrošināt pat klampju spēku izplatīšanu, lai izvairītos no pārmērīga vietējā stresa, kas var izraisīt darba gabala deformāciju vai kaitējumu. 5. Mašīnu procesa reālā laika uzraudzība: Alumīna sakausējuma CNC mašīnu procesa laikā rūpīgi uzrauga mašīnu parametru izmaiņas un mašīnas instrumenta darba statusu. Lai izvairītos no kaitējuma, savlaicīgi atklātu un apstrādātu patoloģiskas situācijas, piemēram, pārmērīgu samazināšanas spēku, intensificētu vibrāciju utt. Periodiskā pārbaude: regulāri veic apstrādes kvalitātes pārbaudi, tostarp darbgabalu izmēru mērīšanu, virsmas kvalitātes pārbaudi un materiālu darbības pārbaudi. Tas nekavējoties palīdz noteikt iespējamos kvalitātes jautājumus un veikt uzlabošanas pasākumus. 6. Uzlabot strukturālā dizaina projektēšanu un procesu optimizāciju: produktu dizaina fāzē izvairīties no nepamatotajām struktūrām, piemēram, asu stūri un ievērojamas sienu biezuma izmaiņas, lai samazinātu stresa koncentrāciju un deformācijas risku alumīnija sakausējuma CNC apstrādes laikā. Optimizēt procesa plūsmu: pamatojoties uz CNC pārstrādes prasībām un alumīnija sakausējuma materiāliem raksturlielumiem, optimizēt procesa plūsmu un pārstrādes secību. Lai samazinātu kaitējuma risku pārstrādes laikā, pamatoti organizētu saikni starp pārstrādes posmiem un procedūrām.
2. Izmantojiet atbilstošus instrumentu veidus un materiālus: izvēlieties instrumentus, kas piemēroti alumīnija sakausējumu, piemēram, ātrgaitas tērauda vai cieto sakausējumu instrumentiem, kas paredzēti CNC mašīnām. Šiem samazināšanas instrumentiem ir liela cietība un rezistence, kas var efektīvi samazināt kaitējuma risku mašīnas procesa laikā. Izgriešanas instrumentu ģeometriskie parametri: nodrošin āt, ka instrumenta ģeometriskie parametri (piemēram, malas leņķis, malas rādiuss utt.) ir piemēroti mehānismu prasībām, lai samazinātu vibrāciju un samazinātu spēku un mazinātu kaitējuma risku. 3. Atbilstoši instrumenti dzesēšanai un izciršanas šķidruma lubrikācijai: KN mašīnā alumīnija sakausējuma laikā dzesēšanai un smēriņai jāizmanto atbilstošs izciršanas šķidruma daudzums. šķidruma samazināšana var pazemināt samazināšanas temperatūru, samazināt samazināšanas spēku un darbgabalu deformāciju, vienlaikus samazinot arī instrumentu apģērbu un bojājumu. Atdzesēšanas kontrole: pietiekami kontrolē šķidruma izciršanas plūsmas ātrumu un temperatūru, lai nodrošinātu vienādu šķidruma izciršanas un nepārtrauktu piegādi. Pārmērīga plūsmas ātrums var izraisīt materiālus atkritumus, savukārt nepietiekama plūsmas ātruma var izraisīt sliktu dzesēšanas efektu. 4. Ensure the stability of clamping and fixing fixture selection: Use appropriate fixtures and fixture forces to ensure the stability and rigidity of the workpiece aluminum alloy CNC Machining. Tas palīdz novērst darba gabala pārvietošanu vai vibrāciju mašīnas procesa laikā, tādējādi samazinot kaitējuma risku. Klampizēšanas metode: izvēlieties atbilstošu klampizēšanas metodi, pamatojoties uz darba gabala un apstrādes prasību formu. Nodrošināt pat klampju spēku izplatīšanu, lai izvairītos no pārmērīga vietējā stresa, kas var izraisīt darba gabala deformāciju vai kaitējumu. 5. Mašīnu procesa reālā laika uzraudzība: Alumīna sakausējuma CNC mašīnu procesa laikā rūpīgi uzrauga mašīnu parametru izmaiņas un mašīnas instrumenta darba statusu. Lai izvairītos no kaitējuma, savlaicīgi atklātu un apstrādātu patoloģiskas situācijas, piemēram, pārmērīgu samazināšanas spēku, intensificētu vibrāciju utt. Periodiskā pārbaude: regulāri veic apstrādes kvalitātes pārbaudi, tostarp darbgabalu izmēru mērīšanu, virsmas kvalitātes pārbaudi un materiālu darbības pārbaudi. Tas nekavējoties palīdz noteikt iespējamos kvalitātes jautājumus un veikt uzlabošanas pasākumus. 6. Uzlabot strukturālā dizaina projektēšanu un procesu optimizāciju: produktu dizaina fāzē izvairīties no nepamatotajām struktūrām, piemēram, asu stūri un ievērojamas sienu biezuma izmaiņas, lai samazinātu stresa koncentrāciju un deformācijas risku alumīnija sakausējuma CNC apstrādes laikā. Optimizēt procesa plūsmu: pamatojoties uz CNC pārstrādes prasībām un alumīnija sakausējuma materiāliem raksturlielumiem, optimizēt procesa plūsmu un pārstrādes secību. Lai samazinātu kaitējuma risku pārstrādes laikā, pamatoti organizētu saikni starp pārstrādes posmiem un procedūrām.
Hello! Laipni lūdzam EMAR uzņēmuma tīmekļa vietnē!
 Latvian
Latvian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque