English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

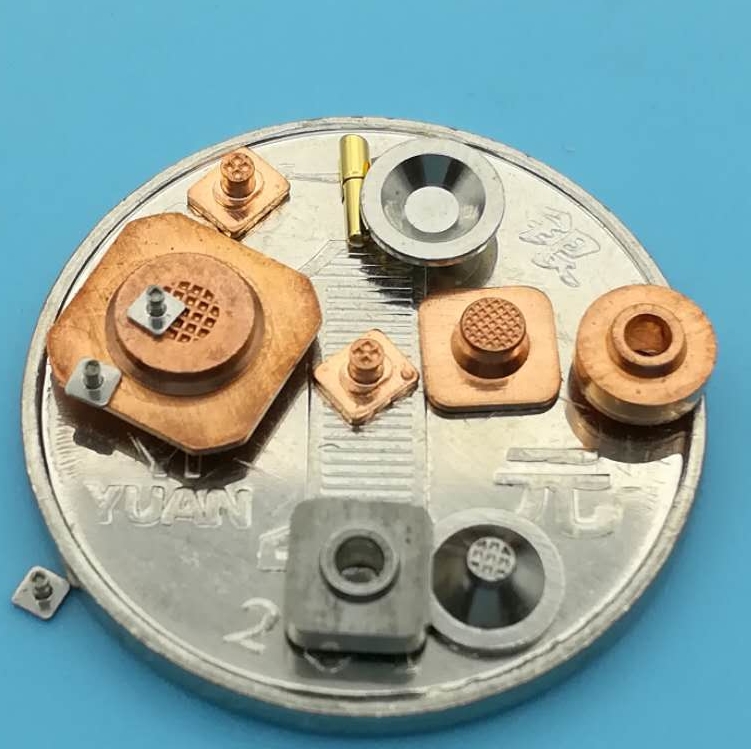
Ar elektronisko produktu attīstību līdz miniaturēšanai, pieprasījums pēc mikrootehnisko elektronisko elektronisko daļu aug, un produktu prasības kļūst arvien precīzākas un precīzākas. Mikro precizitātes aukstus ekstrusācijas ražošan a s jomā ir arī arviensvarīgākas nozīmes valstu ekonomikā.Es ceru, ka vecie dzelzs darbinieki, kas ir ieinteresēti attīstīt šajā jomā, neparedzēs, un tajā pašā laikā tehniskie vadītāji ir atzinīgi vērtēti piedalīties mūsu diskusijās ar mikrobloga mikro starpniecību, lai kopīgi uzlabotu mikroprecizitātes aukstās ekstrūzijas tehnoloģiju.
Attiecībā uz mikrooprecizētas aukstus ekstrusēšanas tehnoloģiju, tas joprojām ir aukstus ekstrusēšanas tehnoloģijas, bet tas ir mikro un augstākas precīzākas aukstus ekstrusēšanas tehnoloģijas, tādēļ mūsu ražošanas procesā joprojām ir jāatsaucas uz ražošanas procesu ar parasto aukstus ekstrusēšanas procesu.Tradicionālas aukstus ekstrusēšanas procesu ir izgriežot koks, pievienojot, fosfozējošo apstrādes procesu, pievienojot, fosfofozējošo apstrādes procesu, ekstrasēšanas un izgriežot un nodalīšanas procesu.Tradicionālas aukstus ekstrusēšana arī nedrīkst bez šiem procesiem.Tomēr, mikro precizētas aukstus ekstrusēšanas procesun precīzi. Mikroelektroniskās precīzas aukstas ekstrūzijas daļas var viegli ražot miljonus vai pat desmitiem miljonus daļiņu pēc kārtas. Ja jūs joprojām izmantojat tradicionālās aukstas ekstrūzijas manuālās iekraušanas metodes ražošanai, ir laiks beigt klasi agri! Tāpēc mikroprecizitātes aukstās ekstrūzijas tehnoloģijas pētniecība un ražošana ir kļuvusi arvien svarīgāka, tāpēc mums ir jārunā par mikroprecizitātes aukstās ekstrūzijas tehnoloģijas tēmu.
Mikropātātātātrgadīšanas mašīnās var apmierināt liela mēra ražošanas vajadzībām patērētājiem. EMAR matu moldīs pašlaik saglabā pacēšanas ātrumu par 260 reizes dienā, kas joprojām var apmierināt lielāko patērētāju vajadzības. ātrums nedrīkst būt pārātrās. Ja ātrums ir pārātrās, ātrums var apmierināt liela ātruma patērētāju vajadzībām. EMAR matu moldīs pašreiz saglabā pacēšanas ātrumu par 260 reizes dienā, kas var apmierināt lielāko patērētāju vajadzībām. ātrums nedrīkst būt pārātrās. Ja ātrums ir pārātrās, ātrums var būt pārātrās. Ja ātrums ir pārmoldu! Nē!
Mikroprecizitātes aukstuma ekstrūzijas moldu projektēšanai ir jāapsver to nepārtraukta produktivitāte. embrijs ir jāizveido daudzos posmos mold a iekšpusē, jo aukstuma ekstrūzijas apstrāde nav līdzīga zīmogu apstrādei, un spiediens ir ļoti augsts, sasniedzot vairāk nekā 2000MP. Tādēļ vadlīnijas kolonas nedrīkst būt pārāk mazas vai pārāk maz. Ja saskaraties ar produktu dizainparaugu, jums pilnībā jāapsver šis punkts, citādi produktu ražošana ilgu laiku būs nestabila, un jūs nevarat atrast iemeslu. EMAR pieredzes gadi jums saka, ka tas ir ļoti svar
Vissvarīgākā kaltētā struktūra mikroprecizitātes aukstuma ekstrūzijas moldu konstrukcijā ir tā, kā precīzi barot barību. Ja barošanas metode nav precīza, tā nopietni ietekmēs produkta ražas likmi. EMAR Hardware šajā sakarā ir nodarījusi daudzus kaitējumus. Pašlaik tiek izmantoti divi barošanas metožu kopumi, un šim ražošanas metodei ir piemērots patent a sertifikāts. Tādēļ nav lietderīgi atklāt vairāk informācijas, lai izvairītos no līnijas skartas!
Mikroprecizitātes aukstuma ekstrūzijas moldu dizainparaugam joprojām ir jāievēro aukstuma ekstrūzijas dizainparauga principi. Neatkarīgi no konveksa un samonta moldu, metāla plūsma būtu viegli, jo īpaši metāla mirušo mezglu dizainparaugam vajadzētu būt vienmērīgām. Ja efektu nevar sasniegt, to var sadalīt vairākos dizainparaugus, lai pakāpeniski sasniegtu vēlamo formu. Nedizainat vienā solī, citādi bojājumu ātrums punča padarīs jūsu remontētāju vēl nogurušāku nekā sun
Lubrikācija ir šāds galvenais faktors mikroprecizitātes aukstas ekstrūzijas ražošanā, kas nopietni ietekmē mold a dzīvi. EMAR aparatūra ir nodarījusi daudzus kaitējumus pētniecībā un izstrādē. Visbeidzot, tas bija Šanhajai Jiaotong Universitātes Materiālo pētniecības institūta profesoru sniegtie risinājumi, kas atrisināja galvassāpes problēmas, galvenokārt aizstājot fosfācijas un saponifikācijas sērijas procesu. Tagad ražošana ir ļoti vienmērīga. Šajā sakarā veciem ironiem ir nepieciešama EMAR palīdzība.
Vecās dzelzs, es varu pieminēt tikai jautājumus, kas jāņem vērā mikroprecizitātes aukstuma ekstrūzijas konstrukcijā un ražošanā miruši. Laipni lūdzam rīkojumus šajā ziņā un izmantot EMAR aparatūru, lai palīdzētu jums ražot vai maksāt patentu maksu par EMAR aparatūras sniegto tehnoloģiju!
Esošie EMAR precīzi aukstās ekstrūzijas ražošanas videoi, atzinīgi vērtējiet apmeklēšanu!