English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

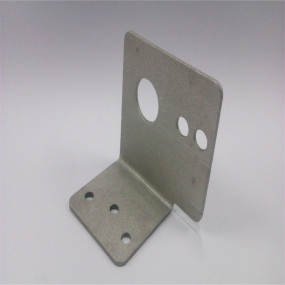
Alumīna sakausējuma materiāliem ir lieliskas funkcijas, piemēram, zema blīvuma, neizmantota elektriskā un termiskā vadība, un tos plaši izmanto tādās nozarēs kā aviācija, aerospace, militārā, zinātniskā pētniecība, smagi instrumenti, augsta precizitāte medicīniskā aprīkojums utt. Tās ir arī kopīgas apstrādes materiāli mašīnu centros.
Alumīna sakausējuma piecās ass mašīnās, ņemot vērā alumīnija sakausējuma zemo stiprumu un cietību, zemu griešanas slodzi, labu termisko vadību un ātru siltuma izkliedēšanu, alumīnija sakausējuma kausēšanas punkts ir salīdzinoši zems, aptuveni 600, un alumīnija sakausējuma tauki viegli piestiprina buļķa daļā, veidojot čipu. Šie faktori ietekmē alumīnija sakausējuma piecu asi mehānisma mehānismu, izmantojot mehānisma centrus alumīnija sakausējuma izejvielu samazināšanai.
Pirmkārt, alumīnija sakausējuma izejvielas ir mīkstas, un mugurkaula ātrums ir pienācīgi jāpalielina robežās, ko pieņēmis rīks. Barības ātrums ir jāsamazina pēc iespējas lielākā mērā. Ja barības ātrums ir liels, būs grūti noņemt čipu no visa mehānisma procesa. Apstrādājot alumīnija sakausējuma darbgabalus ar piecām asīm, ir nepieciešams pilnībā saspiest un atbalstīt darbgabalu un saglabāt straujus izciršanas instrumentus. Pretējā gadījumā darbs bieži vien atstāj samazināšanas instrumentu. Ja apstrādes laikā parādās nelikumīgas groves zīmes un spilgtas ceļošanas vietas uz darba gabala virsmas, viena iespēja ir, ka darbgabala spiediens ir patoloģisks, un vēl viena iespēja ir, ka vibrāciju izraisa nestabila klampināšana. Ja darbgabala virsmas šķērso tādā veidā, ka rodas ceļošana un pulvera griešana. Tad, kad atšķirība vai elastīgums izzust, darbgabala virsmas iekrāsās, veidojot groves zīmes. Alumīna sakausējuma darbgabalus prasa augstu virsmas vienmērīguma pakāpi, tādēļ apstrādes laikā īpaša uzmanība jāpievērš.
Otrkārt, lai samazinātu čipu noguldījumu rašanos alumīnija sakausējuma piecās ass mašīnās, jo īpaši, lai izvairītos no čipu noguldījumu atlieku piestiprināšanas uz priekšu, kad tie izzuda, braukšanas bit a izciršanas malas priekšējās un aizmugurējās izciršanas virsmas jāpolizē līdz 0,8 μ m vai vairāk ar eļļu, un labāk izvēlēties žāvēšanas daļu ar polizētu malu grovu. Lai sasniegtu vienmērīgu darbgabala virsmu, ir ieteicams izvēlēties pirmo braukšanas kombināciju un pēc tam paplašināt caurumu, jo dažādiem kvalificētiem alumīnija sakausējuma darbgabaliem vienmēr būs daži oksīdu slāņi, kas palielinās braukšanas bit a pārklājumu.
Visbeidzot, alumīnija sakausējumu piecu ass mehānisma procesā ir izšķiroša šķidruma samazināšanas atlase. Jānodrošina izcila smērīšana, dzesēšana, filtrēšana un strauja profilakse. Tādēļ šķidrums, ko var izmantot piecu asiju alumīnija sakausējumu mašīnām, atšķiras no parastajiem griešanas šķidrumiem.
Veicot alumīnija sakausējumu piecu ass mašīnu, lielu siltuma daudzumu rada ātrgaitas mašīnu dēļ. Ja iegūto siltumu nevar savlaicīgi pārnest ar izciršanas šķidrumu, tas izraisīs rīka uzlikšanas parādību, un smagos gadījumos notiks čipu uzkrāšanās, kas nopietni ietekmēs darbmašīnas precizitāti un darbmašīnas dzīvi. Tajā pašā laikā siltums var izraisīt arī darbmašīnas deformāciju, kas nopietni ietekmē darbmašīnas precizitāti. Tāpēc šķidruma samazināšanas atlasei jāņem vērā gan smērīguma, gan dzesēšanas funkcija. Precīzai alumīnija sakausējumu iekārtai var izvēlēties mazas viskozitātes griešanas eļļas vai puskompozīcijas pret frikcijas griešanas šķidrumiem.