English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

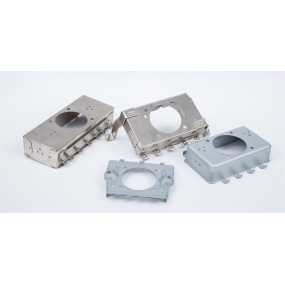
Automašīnu aparatūras drukāšanas daļas parasti tiek iegūtas pēc tam, kad uz materiāla tiek izsmidzināts nepieciešamais caurums un virsma, kas prasa, lai caurums un virsmas virsmas virsmas forma būtu kopīga ar zīmējumiem, kļūda rūpniecības noteiktajā pielaidē, izskats ir jānodrošina izcils bez briesmām, leņķiem un skrāpēm un citiem ievērojamiem trūkumiem, caurums un virsma ir automašīnu aparatūras drukāšanas daļas galvenais elements. Saskaņā ar automašīnas korpusa un aizsardzības presēšanas daļu vajadzībām, presēšanas daļu caurumus var sadalīt trīs kategorijās: ierīces caurumi, pozicionēšanas caurumi, procesa caurumi.
1. Ierīces caurumi attiecas uz caurumiem, kas vajadzīgi šasijas, iekšējās un piederumu uzstādīšanai uz automobiļu korpusa, kas atbilst ierīces standarta komponentiem. Izmēru un formu nosaka standarta komponenti saskaņā ar šo mērķi; Parasti ir trīs veidu holu veidi: kvartālu holu, apaļu holu, un ilgu holu veidi. kvartālu holu, kas sadarbojas ar kvartālajos standarta daļām, piemēram, plastmasas joslām, un apaļu holu un ilgu holu, kas sadarbojas ar standarta daļām, piemēram, bultām. Iekšējam diametram jābūt lielākam par 0,5 mm lielākam nekā ārējas diametram tādu standarta daļu, piemēram, bultām. caurums ar standarta aprīlās formu tiek saukts par apaļrupu. Šāda veida cauruma orientēšana ir ļoti precīza, un nav korekcijas pieļaujamības, ja uzstādierierierierierīcēs, tādēļ nav pielāgoķermeņa un zīmogu procesa veids ir plānots sastāvēt no kvadrātiem un diviem pusapaļiem, kas nodrošina, ka, uzstādot piederumus, 2. ir noteikta korekcijas kvota, lai piederumus varētu precīzi un ērti uzstādīt transportlīdzekļa struktūrā; 000@ 000 2. Novietošanas caurumi attiecas uz caurumiem, ko izmanto automobiļu korpusā, lai atrastu automobiļu iespiešanas daļas. Saskaņā ar prasību precīzi orientēt automobiļu korpusā, novietošanas caurumi galvenokārt ir cirkulāri caurumi, un ir arī ļoti maz novietošanas caurumu, ko plāno kā kvadrātus īpašu prasību dēļ. Šis cauruma veids prasa precīzu orientāciju gan lieliem, gan maziem izmēriem iespiešanas laikā;
3. Procesa caurumi ietver tīši kreis ās nepiln ības ier īču piederumu ērtībai, caurumus peldvietu šķidruma plūsmai elektroforēzijas laikā, nepilnības, kas plānotas zīmogu daļu veidošanai un samazināšanai, kā arī nepilnības, kas jāplāno formējamībai. Procesa caurumiem ir dažādas formas, izmēri un orientācijas, un to parasti nosaka ar mērķi, formu un iespiešanas procesu;
Prasība ir precizēt, ka automobiļu metāla iespiešanas daļu plānošanā iepriekš trīs veidu caurumi nav neatkarīgi no cita. Piemēram, pozīcijas caurumi var kalpot arī kā procesa caurumi, un procesa caurumus var izmantot arī kā pozīcijas caurumus. Automotīvo iespiešanas daļu rūpnīcu rūpnīcas būtu jutīgas pret atšķirībām starp šiem trīs veidiem caurumiem, pamatojoties uz faktiskajām situācijām. Īpašos gadījumos ierīces caurumu var izmantot kā procesa caurumu, bet parasti nevar izmantot kā pozīcijas caurumu. Tā kā pozīcijas caurumus galvenokārt plāno augt caurumus, būs ievērojamas kļūdas, kad tos novietos. Otrkārt, ierīces caurumu var metināt ar kooperatīvo specifikācijas komponentu, 2. piemēram, izkliedējošu metināšanas riekstu vai metināšanas caurumu pirms metināšanas. Ja to spēcīgi izmanto kā pozīcijas caurumu, uz fiksēšanas būs nepieciešams caurums ar īpašu formu, kas ir grūti apstrādāt, un pozīcija var būt precīza.
Šis pants ir no EMAR Mold Co., Ltd. Plašāka informācija par EMAR, lūdzu, nospiediet: www.sjt-ic.com,